CNC Battery Backup
Category : Useful Stuff
CNC Battery Backup
It’s Holiday Time Woopeeee
- Did you set the burglar alarm?
- Switched all the lights off?
- Turned off all the taps?
- Locked up?
- Fed the rats?
Oh just one other thing before you go.

CNC Battery Backup, I had a call from a customer the other day about a mysterious battery warning on the screen of his Haas CNC Lathe, it turns out he had been ignoring a battery alarm for a while. Battery warnings are a bit like strange rashes you ignore them at your peril.

I was too late the machine had lost its memory. A bit like the next day after you got drunk and everyone was telling you about how you got naked in the middle of the dance floor and to you it’s like it never happened.

No matter how many prompts you give the machine now, all is lost. When your battery backup goes unfortunately you don’t just loose your CNC Programmes, oh no you should be so lucky. Obviously it depends on the machine and the control and how the moon is aligned with the planets. You can loose all your parameters, all your offsets, all your settings everything. All in all it’s not good.
CNC Machine Parameters
The parameters are the most important one, if you ignore this whole article (like you did all my others) please don’t ignore this. It could almost scrap your machine, I jest not. All your machine backlash parameters would be lost and even if you had an identical machine these parameters would not be the same they are unique to each machine. You should have a disk or a paper tape or DVD, maybe somewhere in the machine cabinet. Make sure you have a copy of this and it is up to date.

On most machines the CNC Battery Backup gets charged when the machine is on and when it’s off that battery keeps hold of all what’s needed for when you switch it back on again. This works fine until the battery gets knackered after a few years. You should get a warning and if you do then you ignore at your peril. The best thing to do now is don’t switch off the machine (the hydraulics is fine to turn off).

Just press the E Stop (the big one shown above) but don’t switch off the main power. Now get HELP. Oh and by the way if your machine has power saving or auto shut-down you may need to turn this off as some do power down the whole system, this will be in your settings.
CNC Battery Backup
It’s particularly worth looking at before a shutdown type holiday. You might not realise it but this might be the only time in a year when the machine is off for more than a few hours, and that’s when the trouble starts.
Even when everything is restored you need to be really careful it’s a bit like restoring factory settings on your mobile phone “yea that’s OK” you say. Then for days you keep finding all those little customization you made and forgot about.

This is my phone (I like to have all the latest gadgets just like you young folk)
Oh By the way don’t forget the new classroom training courses.


If you are not familiar with the basics of Turning or Milling then you may need to take one of the course below before you do the New CNC Training Classes above.


CNC Battery Backup
Lets talk about what we can do with regards to CNC Battery Backup.
- Get your machines on a regular maintenance contract.
- Make sure you have an up to date backup of your machine parameters.
- All backups should have an extra copy off the premises or in a fireproof safe
- Always read alarms and don’t procrastinate, it can make you blind.
- Never ignore warnings on the screen and keep your eyes out for quick flash warning as the machine comes on.
- Don’t just keep programs in the machine you may have got away with it for years but one day……..

CNC Program Backup
The method I have found to work the best with regards to CNC program backup is to only keep in the machine the program you are currently using. That way you always have the most up to date program and it prompts operators to update the backup system after alterations. Also it will stop you relying on the machine memory.
There are many very good backup systems you can buy and I would recommend you get one. They usually have a way to quarantine a program so that the programmer can decide to update the master after alterations.
Make sure you have drawing issue numbers etc. on your programs and this covers you for ISO 90001 thingamy or whatever. Most machines have a way of saving all the programs at once and this is often a good temporary measure if your in a rush. On a Haas CNC Machine it puts them all into a single program.
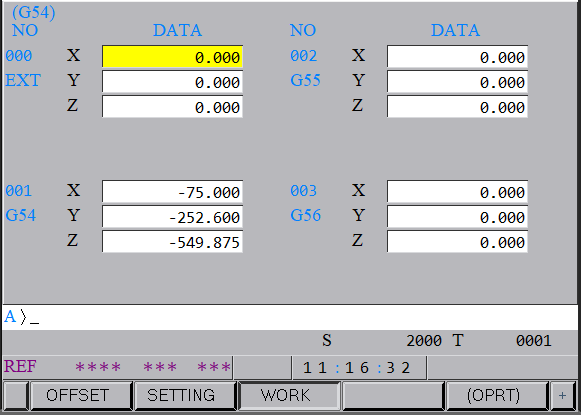
Most machines have a way of saving your offsets either separately or with the programs and this is well worth checking out.
Read The Manual, CNC Battery Backup
This is not just an old man repeating himself yet again. It will tell you how to backup your parameters and offsets etc.
CNC Probes, Auto tool Measure, Lathe Measuring Arms

You will have to re calibrate these as the settings will be lost. Unless you saved your parameters that is. It is a good idea to write these figures down and if you didn’t do it before do it this time.
These settings effectively store where the probe is in relation to the coordinate system. If you don’t know how to calibrate your probe etc. it’s time to learn it is not only expensive to get this done it will stop you getting round to doing it. Once you have done it you will be surprised how easy it is.
If you are not familiar with the basics of Turning or Milling then you may need to take one of the course below before you do the New CNC Training Classes above.
Please contact me if you require:
- Fanuc training.
- CNC programming training.
- Want to learn CNC programming.
- Fanuc programming training.
- Yasnac programming training.
- Any type of CNC course.
Don’t forget to watch my Tutorial Videos
Services offered at CNC Training Centre
Classroom programmer training.
CNC Training on all controls and machines.
Mazak Training Fanuc Training
Don’t forget we offer training on all types of Mazak Machines and all Fanuc Controls 6m to 31i Oi old to young.