Mazak Programming Tutorial
Category : Mazak
Mazatrol Training Onsite/Offsite
CNC Training Centre offers training on all Mazak Machines this article includes Mazak programming tutorial (VFC and TPS)
Call David: 07834 858 407

30 five star ratings on Google (just saying)
Mazak, How It All began
Saddakichi Yamazaki started making pots and pans in 1919 in a place called Nagoya in Japan.

He went on to mat-making and then woodwork machines. During the 1920’s they started making lathes.
World War II
The company were part of Japan’s industrial buildup during World War II. Like the rest of Japanese industry they were humbled by the outcome of the war.
Yamazaki was revived in the 1950s and 1960s by the founder’s sons. The company went from strength to strength and in the 1980s a manufacturing plant was built in Worcester in the UK.

How do you get from pots n pans to CNC Machines?

Mmmmm


Mazak Training Mazatrol Training
I remember going to the Hamburg engineering Show circa 1982 with my old boss and we actually met Teramatsu Yamazaki.
Well I think that was his name I know they called him Tel which we found quite funny at the time. They had this raffle and were giving away these really expensive vases as prizes it all seemed a bit strange at the time.
Oh and he had his own personal magician walking around with him. I’m not joking, a playing card would suddenly appear out of his pocket or some such thing. Weird but a lot of fun.
Anyway they made us very welcome and we bought our first Yamazaki.
Just shows how old I am being able to remember when Mazaks were called Yamazakis.
Early Mazatrol T1

I remember that you had a choice of Fanuc or Mazatrol as a control. My boss decided to go for Fanuc although I wanted the Mazatrol. (I still love playing around with anything new)
Having seen the demonstration I was absolutely knocked out. It was streets ahead of anything else, fully conversational.
It calculated feeds and speeds and you didn’t need to know any G Codes, M Codes absolutely none of that shit. Good graphics to check the tool path.
Oh did I say it picked it’s own tools too?
Anyway next machine we got we had Mazatrol and I have loved em ever since.
Mazak Programming Tutorial VFC
VFC (Very F***ing Clever)
Contact CNC shopping for spares The control panel was and still is nice and easy to use.
It had this great feature called VFC and when asked what the button was the engineers would always reply “Very Fucking clever”.
Actually it was quite clever (and still is).
The irony here is that I spelt the word clever as cleaver so I am definitely not VFC.

So what you did you would run a face mill or whatever and as it was cutting override the speeds and feeds to your optimum values.
Here Comes The Magic
One press of the VFC button (not to be confused with the KFC Button) and your program would be updated to the new feeds and speeds.
Oh something else
I love showing people this when I am doing Mazak Training Mazatrol Training …………
Mazak Programming Tutorial TPS
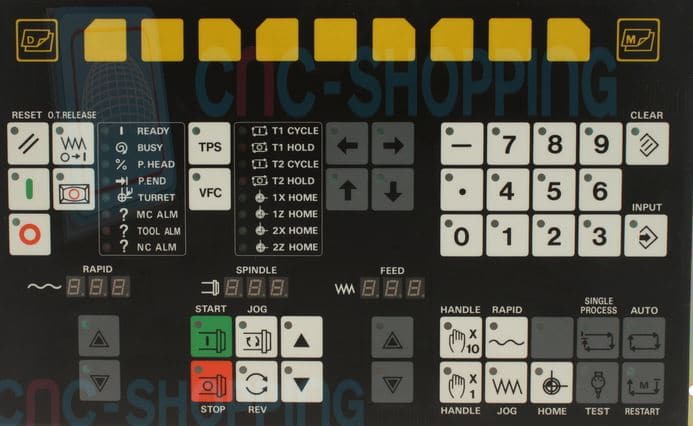
Mazatrol VFC Button and TPS Button

Yea that button above it (TPS) pretty cool too. It stands for Tool Path Store by the way.
And that is what it does.
Right imagine the scenario, you have a grooving tool happily doing its business and you want to stop the machine and see what’s going on. Or maybe it just broke the insert!
You press your feed hold button (That’s the red one).

Your machine stops.
You then press TPS and move the X axis. Press TPS and move the Z axis and so on…..
You can now change the insert if you need to.
More Mazak Magic
Move back into the AUTO mode. Ok now when you Cycle Start the machine it remembers this path, follows it and does not break the tool, it just continues where it left off.
Oh and There is More
Whenever I get involved in Mazak Training Mazatrol Training the one thing that impresses me most is this.
Once you call up a tool then the offset becomes active. First time I used a Mazak with Mazatrol I thought it was amazing.
This applies to Lathes and Machining Centres.
That means if you want to turn a diameter you can just move the tool with the hand-wheel to the diameter you want and turn.
On a machining centre it makes setting Work Offsets a doddle (That means easy).
So simple, so obvious, you’d think everyone would do it!!!!!
Mazak Training Mazatrol Training
If you require training on any Mazak machine or control then call the CNC Training Centre and we will be able to help you. We pride ourselves in helping people to get the most out of their CNC Machines.
Be honest how many buttons on your CNC Control have you never used or maybe have never understood?
Well………. now’s the time to start learning.
Here is a video on TPS (Tool Path Store) I left it till last cos I knew you wouldn’t be arsed to read my post.
Thanks For Reading
Don’t forget there’s loads more folks.
Learn CNC Programming
Services offered at CNC Training Centre
Classroom programmer training.
CNC Training on all controls and machines.
Mazak Training Fanuc Training
Don’t forget we offer training on all types of Mazak Machines and all Fanuc Controls 6m to 31i Oi old to young.












