XYZ KRV 2000 Milling Machine
Category : Manual Milling New Stuff
The XYZ KRV 2000 also branded as King Rich is what is commonly known as a turret mill it is an incredibly versatile machine. This machine can get into all the nooks a crannies that other machines can only dream of. It has an Acurite Mill Vision digital readout.
PLEASE READ THE SAFETY RULES AT THE END OF THIS ARTICLE
Access all areas, it’s a bit like the gynaecologist who repainted his hall through the letterbox.

My machine had the Acurite DRO this is the Acurite Mill Vision and for it’s age it still packs a punch as you will see later in the article.
![]()
It takes me back many, many years, in fact 50 years. I actually worked on a what was known as a Beaver Mill. Mine was a Beaver Pal very similar to the KRV 2000, still a few Beavers out there.
Now, not without it’s sexual connotations it was an unfortunate name but I was proud of my Beaver, it was brand new.
At the company I worked for Sharnco Tools you were rewarded with your own brand new Beaver once you became fully skilled and qualified as a toolmaker. You also got all new collets chucks and tooling.
Wow luxury. (Don’t let anyone tell you the 70’s were shit.)

I always remember that it was a very advanced company and they worked what was called flexitime. Providing you did your 40 hours, as it was then you could come it when you wanted. I was working as a singer at night so took advantage of this.
Yes that really is me.
Unfortunately I never had enough hours left at the end of the week. What a twat, never mind they didn’t actually sack me for that. I think it was for making Tarzan calls whilst they were showing around important visitors.
I was very childish back in those days, well actually I still am. When we washed our hands at break time each sink neatly had its own bar of soap and it amused me to throw all the bars of soap on the floor minutes before everyone came in to wash their hands.

It caused a lot of moaning and stuff but it somehow amused my twisted mind. Sorry guys it was me.
I actually learnt shit loads in this company and I thank them for that and their patience, if you’re out there Bill, Tom and Dave I’m sorry for all the grief I caused you. But be honest you did have hell of a fuckin laugh.
Just one more trick, I used to give every ones lunch box a big big shake up just before lunchtime. What a dick.
If anyone is reading this who was unfortunate enough to work with me at this time. I’m not sorry at all.
KRV 2000 Similar To all Turret Mills
The KRV 2000 is based around the original Brideport BRJ machine. These machines are still around and hold their value. Originally made here in Leicester (Home of the CNC Training centre.)
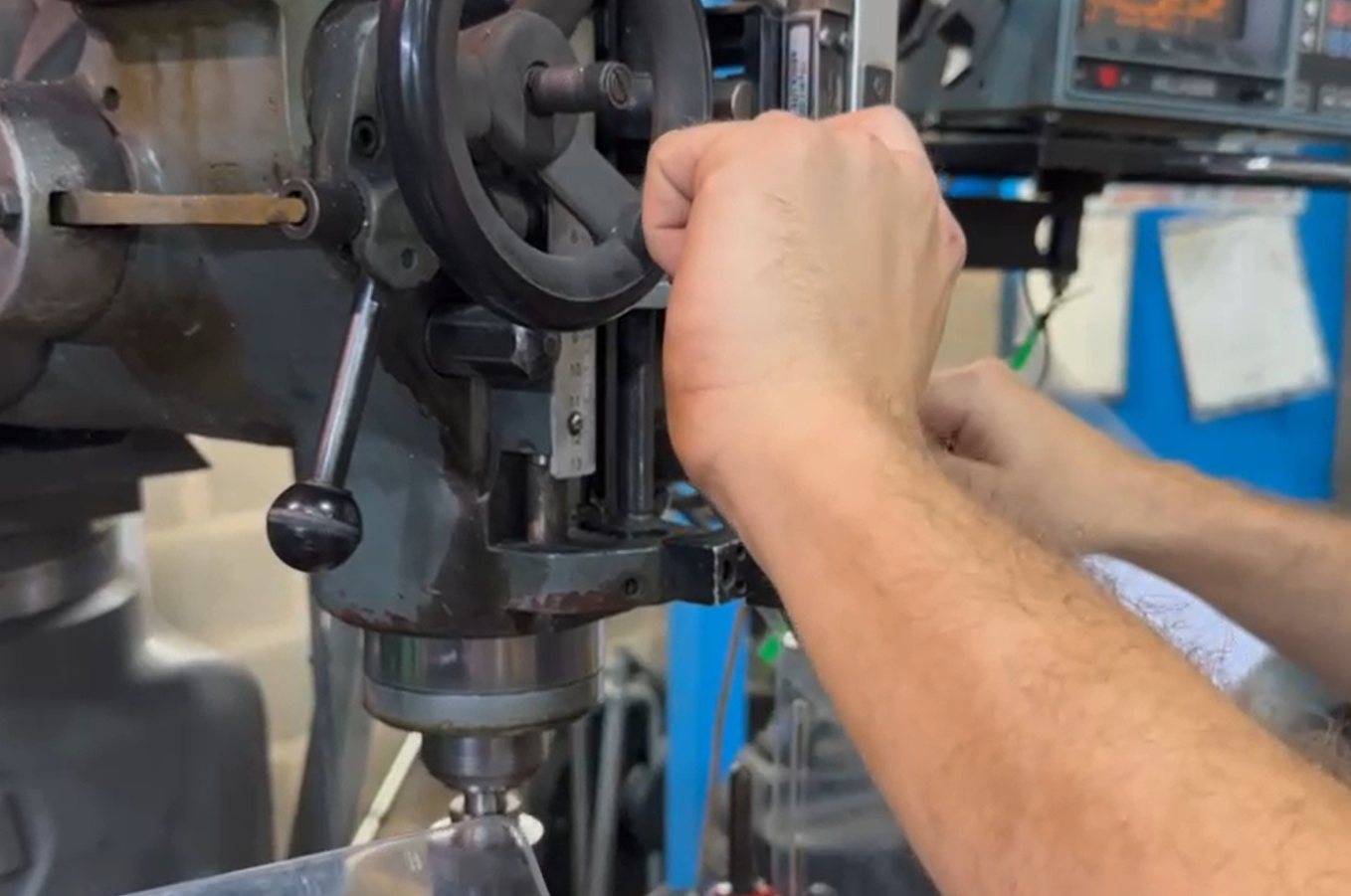
Let’s start with the quill of the KRV 2000, this is like a pillar drill. With this handle you can drill holes and move your quill up and down.
If that’s not enough you can move the whole table up and down. We call this the knee of the machine.
Always try to keep this high. That way your quill is not sticking out too much meaning you wont get vibration.
In these days of political correctness nobody wants to walk around with their quill hanging out now do they. I tried it in the Coop the other day and if it wasn’t for me hiding behind the meat counter I’d probably be in a lot of trouble.
The quill has it’s own digital readout and another handwheel. That means you can get more control of it and because there is a DRO (digital read out) on the Z you can drill holes to a very accurate depth.
How exciting is that?
On the KRV 2000 you wind the whole table upwards with this handle.

It comes off and turns around so it’s out the way. If you have bollocks then you’ll be glad of this because it can hit them.
Unless of course you want a budget vasectomy.
KRV 2000 Table Left To Right
The table moves from left to right and we call this the X axis. Table also moves front to back and we call this the Y axis. The axis are the same as a CNC Machine
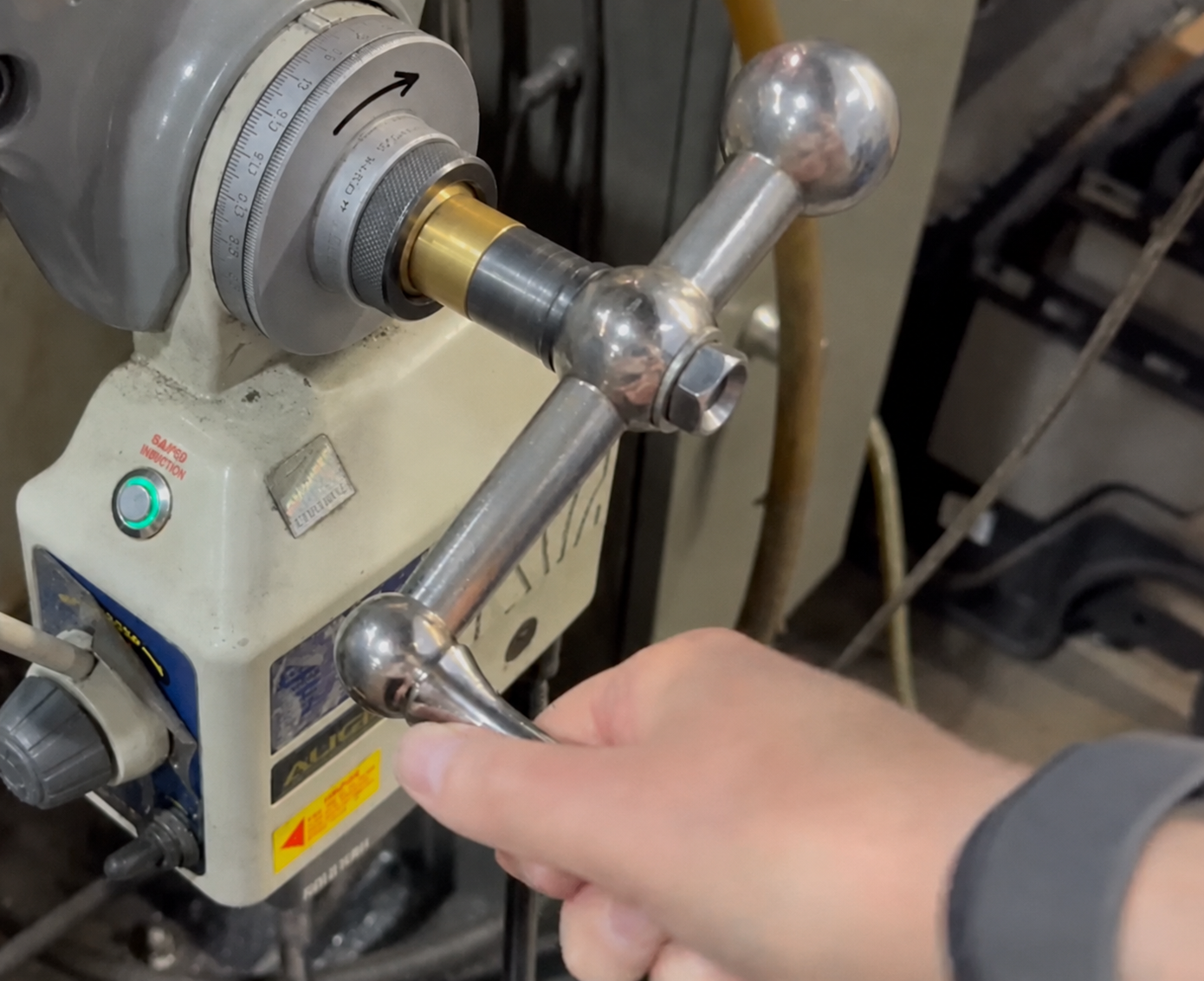
Moving the table left to right grip the handle and it will lock in and turn to move the slide way.
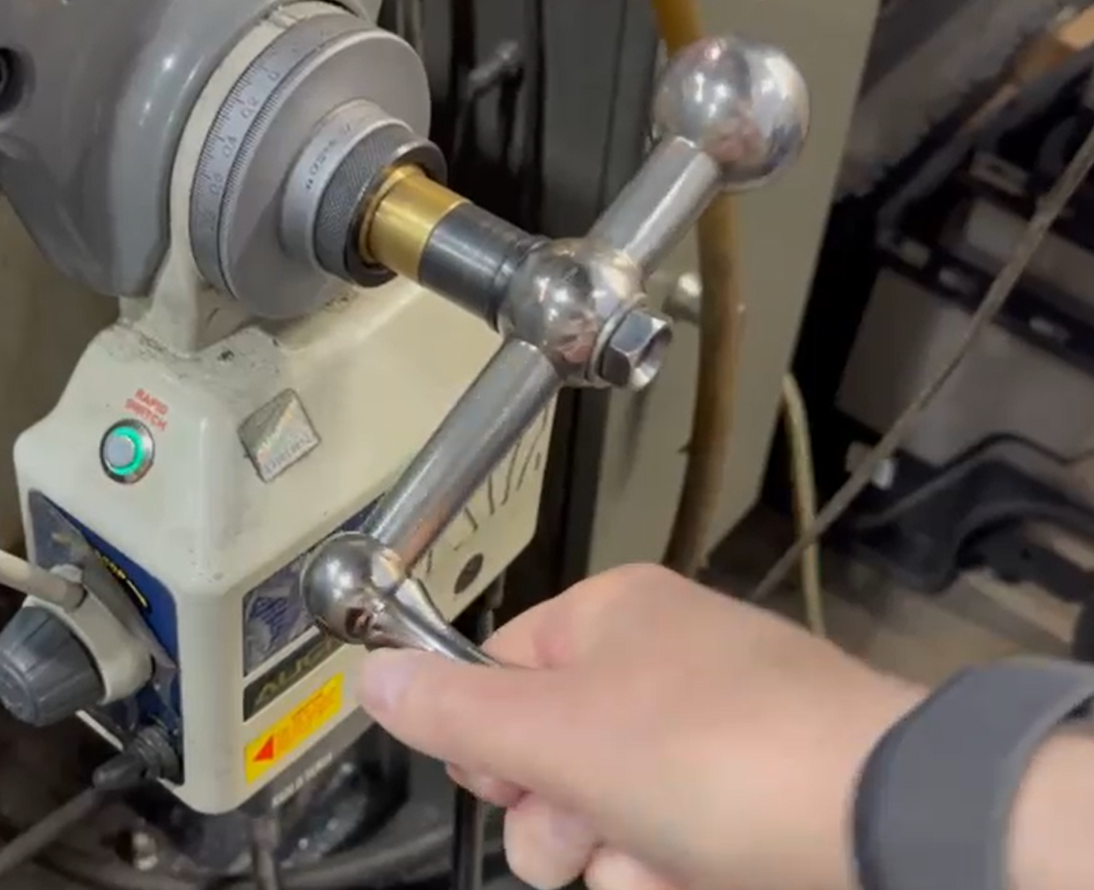
The lever below this will engage a feed. Move it left or right for both directions.

Just press the green button to speed things up on your KRV 2000 . This is a rapid button so be careful not to shit your knickers when it moves.

The table has two handy stops which you can lock up so that you can machine to an exact point. These will automatically switch off your feed when it hits the stop.

Just undo the nut below to move them. Sorry about the shitty little spanner. Please use a ring spanner.

Where it gets clever, with a turret mill, is that you can tip the head right over to 90 degree and drill into the side of a part. The head also swivels from front to back. This means you can get any compound angle you want.
If you don’t know what a compound angle is you might want to google it. It’s ok I won’t think you’re stupid. (I am a bit worried though if I’m honest). Hm call yourself a fuckin engineer.
Turret Mill Access All Areas
As I said this machine can get anywhere, it can reveal your darkest secrets. The whole milling head can rotate and move forward meaning you can put massive parts on the table. Watch it don’t tip up. Not joking there it really can.
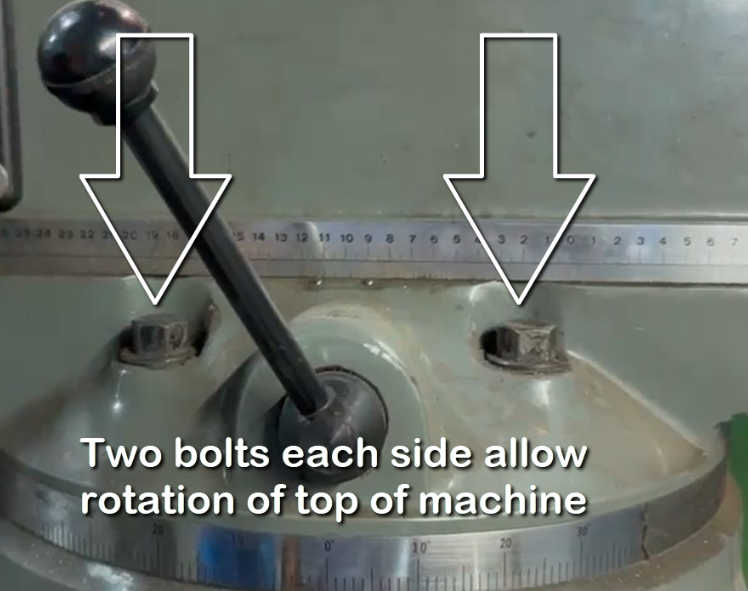
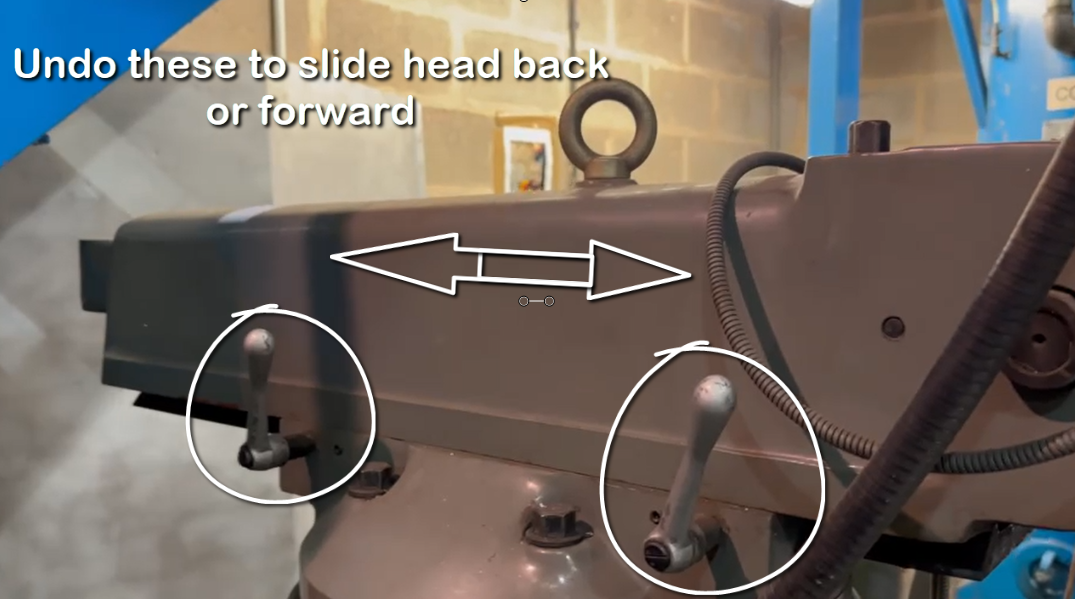
So this means the whole of the top of the machine can slide back and forward as well as rotating. This is rocket science.
Speed Control Bridgeport BRJ and Similar
You stop and start the spindle here and adjust the speed on the right. Just turn it. Not without the spindle running or you will fuck the machine.
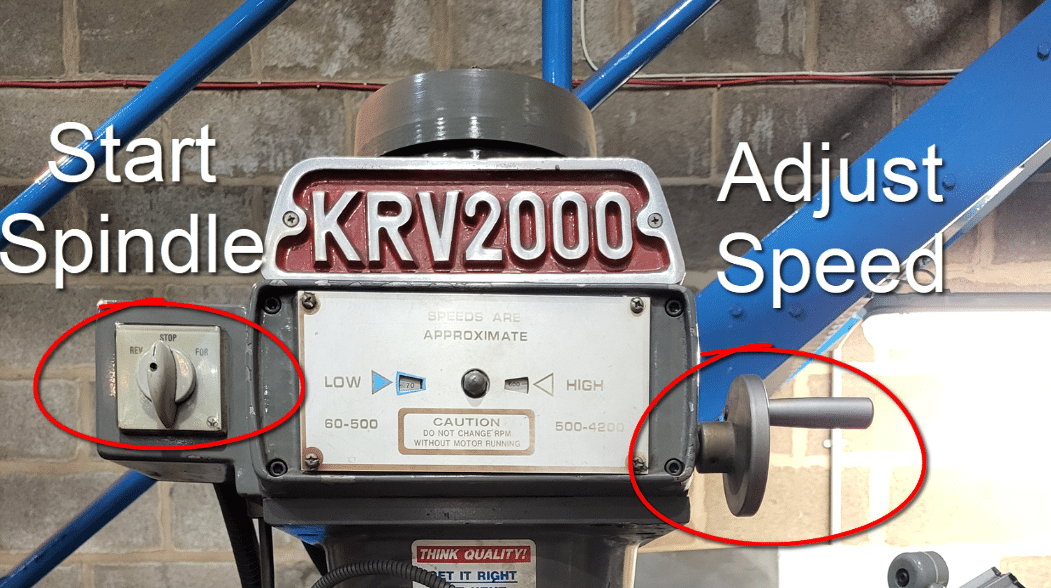
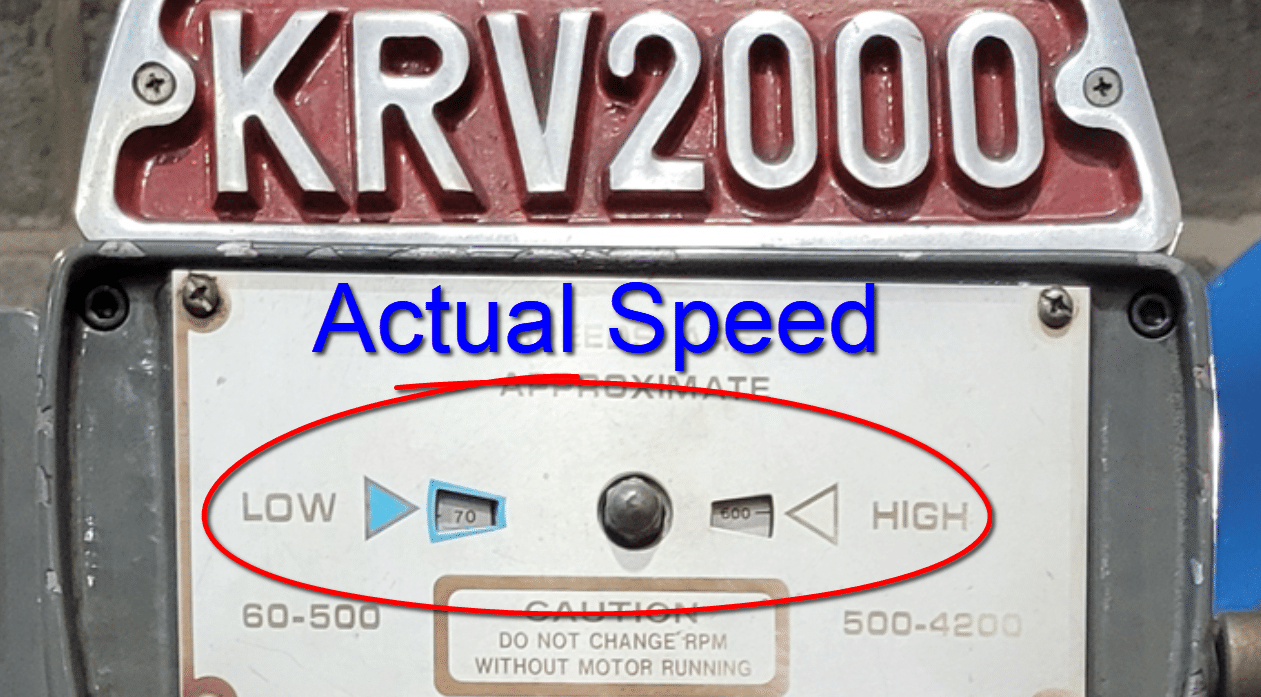
Depending on which range you are in the actual speed is displayed left and right
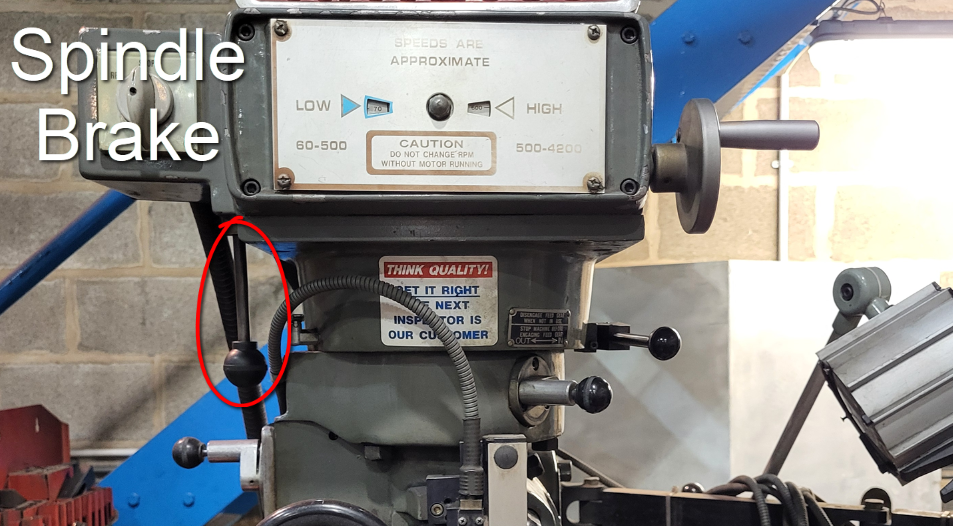
When you stop the spindle if you pull or push the lever bellow you can apply a brake and stop the spindle.
To change from low to high gear rotate the lever on the right. You may have to turn the spindle to make it drop into gear. Make sure it has dropped in or it will sound like a vicar driving a 1960s mini when you turn on the spindle. Crunch crunch.

Don’t you just love AI. Does anyone know if it can do porn (just asking).
In low gear FOR is forward and REV is reverse, obvious really but I know my audience.
In high gear REV is forward and FOR is reverse. Try and remember this if you don’t want sparks flying off your drill and a very hot part.

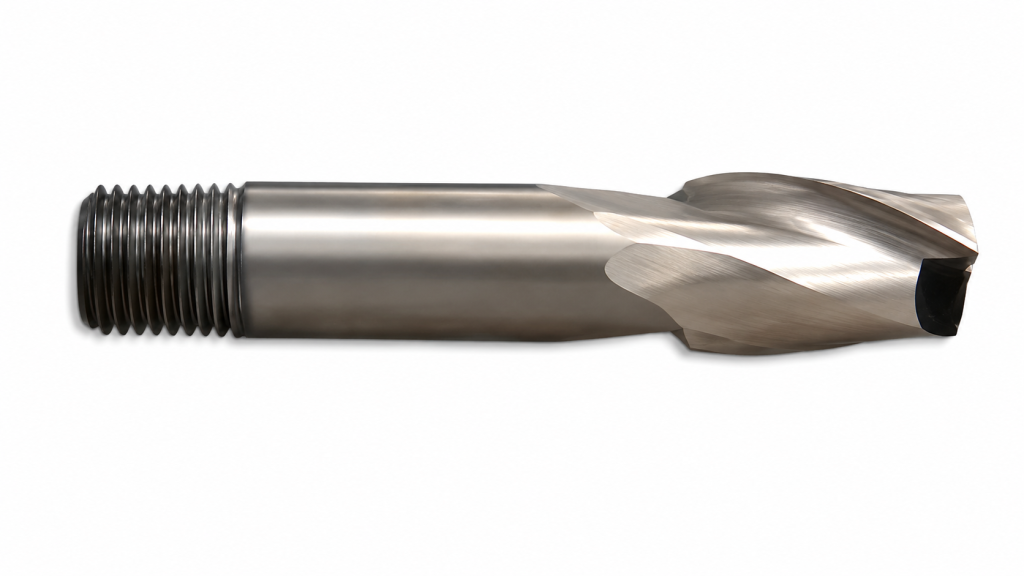
This machine has what is called an R8 taper. Collets and chucks are held in this taper and pulled up with a draw bar. These are used on all turret mills similar to the Brideport BRJ.

The draw bar is at the top of the machine and you will need a 19mm ring spanner. Remember to remove the spanner before starting the spindle. Believe me I’ve seen it done and it’s not pretty.

Undo this bolt then give it a light tap.

Collet will drop and you can unscrew it.
This is an R8 hand chuck. As used on Brideport BRJ and similar machines

This can be used for drilling and spot drilling. It is not designed for any side load so if you try to put a slot drill or end-mill into it they will spin and pull out.
Use a Clarkson Autolock milling chuck, if you have one. Alternatively use a collet. The Clarkson Autolock chuck is designed for screwed shank tools. They will not pull out and are really rigid.

Older high speed steel end-mills will not cut downwards (like a drill).

Slot drills which only have two flute will cut downwards like a drill and side-ways.
We Need To Talk About Backlash
Now you might not of heard of backlash, no guys it’s not a waterproof eyeliner. It is when you turn the handle on a machine in one direction and then change to the other direction.
What happens is that the dial and handle move but the table does not. This is because any slack in the lead-screw of the machine is taken up. Your dial in fact would give you the wrong position. You combat this by always moving in the same direction. It is useful to draw an arrow on the dial with a felt tip pen (sharpie).
1 So you move to a position turning the handle clockwise.
2 You turn the handle counter-clockwise to your next position.
3 You go past the position.
4 You wind clockwise back to the position.
This keeps all the backlash in the same direction.
Why in holy shit’s name do people call a felt tip pen a sharpie? Mark your dial like this, with a felt tip pen.
So whatever position you move to you must always turn it in this direction. So you go past the position you want and then wind it back in the direction of the arrow.
Good News
You don’t need to worry about any of this bollocks.
Fuck it. You have a DRO (digital readout) this has a glass scale that reads straight off the table. I will always read the correct position no matter how you got there.
Backlash who cares.
Oh by the way if your DRO fails you might want to start taking heed again of backlash.
Switching On Your KRV 2000
You will need to plug it in.

And switch it on.

Then turn on the all the motors, press each green button.

Now turn on the Anilam Millvision DRO
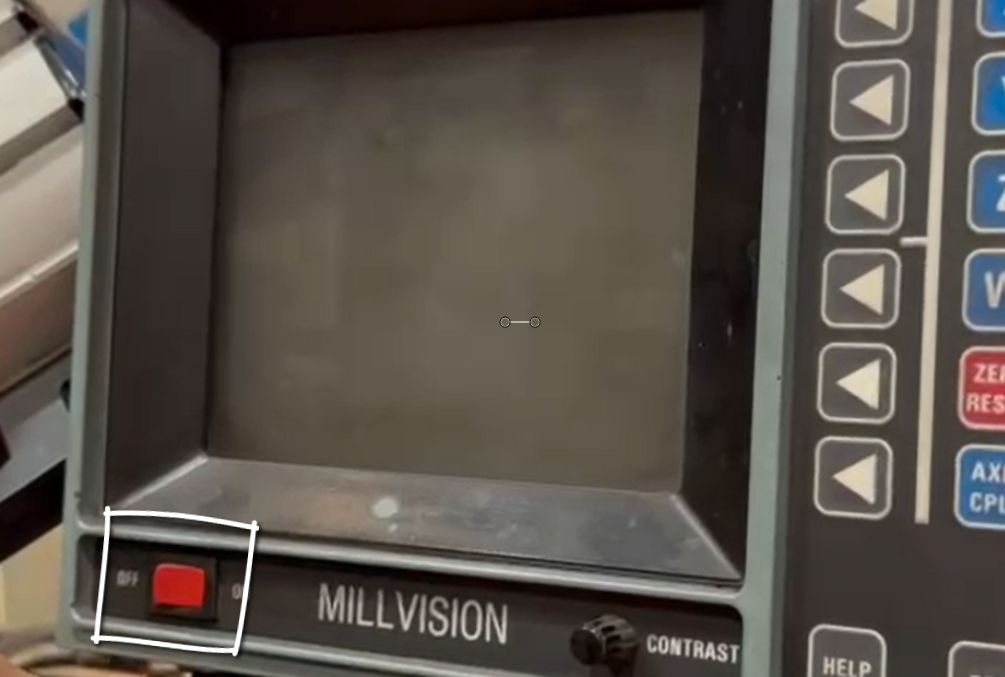
This will take a while to come on.

Press any key to continue, then press DRO.

You can now zero the DRO.
Acurite Mill Vision
This control is like the usual DRO (digital read out) you can zero it and send it to any position. The Accurite Mill Vision DRO has a few tricks up it’s forty plus year old sleeve.
Yes, clever shit could be done even back then.
Program The Accurite Mill Vision
You can actually write programs and work through them moving to each position. These can be run as many times as needed and make repeat jobs easy. It even has a “teach” mode so each time you reach a position you ask it to record it.
When your done you can play back your program, you can even make it flash when you get close to your position. It also knows if you are approaching it from the right direction. If you don’t obey it keeps flashing basically annoying the shit out of you.
Bolt Hole Circle Acurite Mill Vision
You can also easily drill a circle of holes. Answer a few simple question, usual stuff, date of birth, monthly income, sexual preferences and your away.
Sorry I’m being silly, just give it the pitch circle diameter of the holes, where they are, how many and a few other bits and you can drill away.

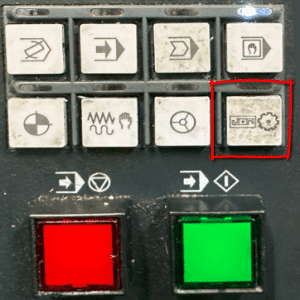
Press HOLE PTRN
![]()
KRV 200 Even Has A Built In Calculator
Yes you heard me a built in calculator.

Press this button ![]()
Oh and A Thing-A-Me- Jig
Yes this Acurite Mill Vision has a thing-a-me-jig. It can calculate angles. You just position the machine to one point and it records it, then go to a second point. It records that and then tells you the angle between the two point. Wow that’s fuckin awesome. Probably useless but I love it. Sure I’ll find a use.
KRV 2000 Do you know Your Feeds and Speeds?
When you work with really old guys like me. They pick up a drill, look at the material and go “mmm I recon about 250 RPM.
The truth is we don’t really know we just make it up, well I do anyway, I thought everyone did.
If you are not sure of what rpm to use for your tools just look up what surface speed is required for the material you are machining on the internet.
Tell the Acurite Mill Vision the diameter of your tool and the surface speed you want and voila it gives you the RPM.
It’s Typical
So there you have it a typical turret mill. Very useful bit of kit, incredibly versatile. Persuade the wife you need one.
My advise as with all machinery is have fun with it. Make sure you are aware of everything it can do.
Safety Rules
Safety rules for Turret Mill Type Machines
Only trained and authorised people should operate the machine. Follow the specific machine manual, workplace risk assessment, and local safety procedures. Milling machines require protection against rotating cutters, entanglement, nip points and flying chips.
Before starting
- Wear safety glasses with side protection; use a face shield when there is a significant risk of flying chips or tool breakage.
- Tie back long hair and remove jewellery, watches, lanyards and loose clothing.
- Do not wear gloves while the spindle is running. Gloves can catch on the cutter, spindle or workpiece.
- Wear suitable footwear. Use hearing protection when required.
- Check that guards and chip screens are correctly positioned and secure. Never bypass an interlock or remove guarding unnecessarily.
- Locate and test the emergency stop and normal stop controls.
- Check the cutter, collet or tool-holder for damage. Ensure it is correctly seated and tightened.
- Remove all spanners, chuck keys, drawbar tools and setting equipment before starting.
- Clamp the work securely in a vice, fixture or directly to the table. Never hold work by hand.
- Ensure the vice, clamps, cutter and workpiece will not strike the column, ram, table, guard or spindle during travel.
- Set a suitable spindle speed, feed direction and depth of cut for the cutter and material.
- Lock axes that are not being moved. Confirm table and knee locks are released only where movement is required.
While machining
- Keep hands away from the rotating cutter, spindle, belts, pulleys and power-feed mechanisms.
- Stand clear when starting the spindle, particularly after fitting a new cutter.
- Keep the guard between yourself and the cutter as far as the operation permits.
- Never reach over, under or around a rotating cutter.
- Do not touch or attempt to slow the spindle or cutter by hand.
- Do not change spindle speed ranges, belt positions, tooling or work-holding while the spindle is moving.
- Never leave the mill running unattended.
- Use the correct feed direction. Conventional milling is normally safer on machines with leadscrew backlash; climb milling can pull the table or workpiece into the cutter unless the machine and setup are suitable.
- Keep the floor dry and the operating area clear of swarf, tools and trailing hoses.
- Stop immediately if there is unusual vibration, noise, cutter movement or loosening of the work.
Measuring, adjusting and clearing chips
Stop the spindle and wait for complete standstill before:
- measuring the work;
- changing tools;
- adjusting the work or vice;
- removing chips;
- applying coolant by hand;
- checking the finish; or
- reaching into the machining area.
Remove swarf with a brush, chip hook or vacuum designed for metal chips—not with bare hands. Do not use compressed air against your body or in a way that sends chips toward other people. Chips can be extremely sharp and hot.
Turret Mill Specific Precautions
- Support the head securely before loosening the turret, ram or head-angle clamps.
- Tighten all ram, turret and head clamps before machining.
- Keep clear of pinch and crushing points when raising or lowering the knee.
- When tightening or loosening the drawbar, stop and isolate the spindle. Prevent the tool-holder from dropping.
- Do not use the spindle brake as a substitute for electrical isolation during maintenance.
- Make sure the quill feed and power-feed controls are disengaged before starting unless they are intentionally required.
- Do not reverse the spindle until it has stopped, unless the particular drive system is explicitly designed to permit it.
After use
- Stop the spindle and isolate the machine.
- Return feeds and controls to neutral or disengaged positions.
- Remove the cutter when appropriate and store it safely.
- Brush chips into the proper container.
- Clean the vice, table and surrounding floor.
- Report damaged tools, loose guards, electrical defects, excessive backlash or abnormal machine behaviour.
Maintenance and fault clearing
Disconnect and isolate all energy sources before removing guards, entering hazardous areas, clearing a jam or carrying out maintenance. Apply your workplace’s lockout/tagout procedure; pressing the stop button alone is not sufficient.
Never operate the mill with unsecured work, a damaged cutter, defective guarding or an unknown control setting.