CNC Machine Vice (Never Clock Again)
Category : Useful Stuff
Classroom Training Click Here
This video explains how to set a CNC Machine Vice so that clocking is a thing of the past.

You all know this but I am going to tell you anyway. If you don’t then it’s OK to pretend you knew anyway.
It’s just a gentle reminder of what to do when work gets slack.
CNC Machine Vice
I want to make Clocking a CNC Machine Vice a thing of the past. At the risk of repeating myself (and I am allowed to at my age). At the CNC Training Centre we call it wasting time to save time. You could spend a day sorting some of this stuff out and the boss will be on your back saying “I need work out and you are playing around making tenons I can’t sell”
Firstly tell him to fuck off. Then explain that this will save you ten times whatever you spent on it and once it’s done, it’s done, no turning back.
By the way if he fires you for swearing at him then I agree. It’s not clever to swear.
But he is right about making the tenons for your CNC Machine Vice .
If you can buy them, then it really does work out cheaper. Like washing up liquid we all know the disaster and chaos that ensues when you buy a cheap brand washing up liquid.
Personally I use a dishwasher.
This is a true story, my mate Garry once threw all his dirty dishes in the dustbin because his dishwasher broke.
All you young people out there who wondered how we managed to fuck the planet for you. Well that’s how.
The irony is that now we blame you for not recycling your fuckin pot noodle containers.

Does anyone know if you can recycle pot noodle containers?
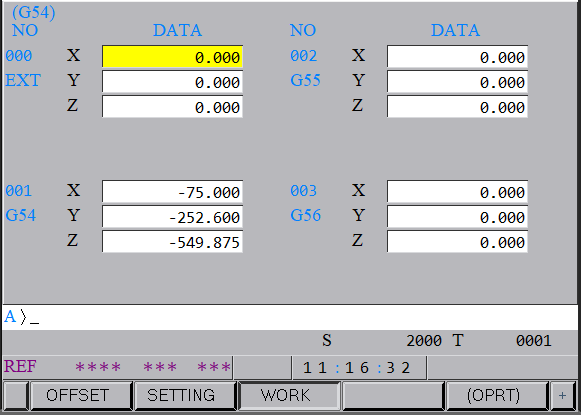
The video demonstrates setting a CNC Machine Vice. How to use G10 to input the datum in the programme so that the vice can be easily positioned and re-positioned if you have to move it part way through production.
Setting The Vice, The Program
 If you don’t know how to use G10 in a programme read this.
If you don’t know how to use G10 in a programme read this.
Basically what it means is instead of going to your work offset page and writing it in, you input your offset in the programme with this nifty G10.
When the programme runs it writes to the work offset page. Effectively your offset is now fixed in the programme. You could go and alter it on your offset page but as soon as you run the programme it will replace it.
It’s like pulling the hairs out of your nostrils they just keep growing back.
The vice is located on the machine table with tenons and tee nuts.
Here are load of them spinning around for your entertainment.


You can buy these in as standard items or you may have to make them. It’s probably best to write a CNC programme and cut them off a bar in programme that way you can make as many as you want. You may even want to harden them for a long life.
My mate sells em down the pub and makes a fortune, real entrepreneur.
Setting A Vice (It’s So Easy)
Once these are attached to your CNC Machine Vice the position of your vice, and therefore your fixed jaw, will never change so you can fix the datum in the programme.
So that’s Y taken care of.
Slide the vice up to a solid tool-holder of your choice. The tool-holder is sent to a known position and the datum in X can be a fixed position too.
You can use G53 to send the machine to this known position.
Clocking Machine Vice? No thanks.
Sorry, if you really must clock the vice and get it within nanometres then go ahead and clock out those tiny bits, it will still move a small amount when struck with a blunt object.
Just One Other Thing

Notice a G90 at the beginning of the G10 line?

What’s that all about then?
You didn’t know? Shame on you.
Well….. If you programmed a G91 (Incremental) it would actually add that amount to your existing datum.

So just in case, it’s best to have it there. Mummy knows best.
Please contact me if you require:
- Fanuc training.
- CNC programming training.
- Want to learn CNC programming.
- Fanuc programming training.
- Yasnac programming training.
- Any type of CNC course.
Services offered at CNC Training Centre
Classroom programmer training.
CNC Training on all controls and machines.
Mazak Training Fanuc Training
Don’t forget we offer training on all types of Mazak Machines and all Fanuc Controls 6m to 31i Oi old to young.