M Code Alias Fanuc Parameter 6080
Category : Fanuc Parameters
Messing With Parameters Can Be Fatal!!!!!
M Code Alias Fanuc Parameter, to change this parameter you need to go to the setting screen in MDI.
Put a 1 in the parameter write box.
Today children we are going to change the parameter that allows us to alias an M code to a 9000 series program.
Bits n Bobs
When counting the bits in parameters you count from right to left so the first one on the right is bit 0 or sometimes known as #0

Alias What the fuck is an Alias?
Well to use an alias you have to know a bit about Macro programming
Now if you don’t it’s probably going to be best if you go and play with your Xbox.
But if you do know about macro (and you don’t need to know much).
It means you can write a program to do something and use your own special M code to call it.
M Code Alias Fanuc Parameter
So for example if you were to put 384 in parameter 6080.
If you program M384 you would be directed to program 9020.
Parameter 6080 is the M code for program 9020
Parameter 6081 is the M code for program 9021
Parameter 6082 is the M code for program 9022
Parameter 6083 is the M code for program 9023
Parameter 6084 is the M code for program 9024
Parameter 6085 is the M code for program 9025
Parameter 6086 is the M code for program 9026
Parameter 6087 is the M code for program 9027
Parameter 6088 is the M code for program 9028
Parameter 6089 is the M code for program 9029
Now program 9020 could look like this.
09020 (M384 Macro)
M9 (Turn off Coolant)
M5 (Stop Spindle)
G40 (Cancel Cutter Compensation)
G80 (Cancel Canned Cycle)
G90 (Absolute)
G0 G53 X0 (Return X To Tool change Position)
G53 Z0 (Return Z To Tool Change Position)
(Any Old Shit You Want to Do)
M99
M Code Alias Fanuc Parameter
So when you program M384 in MDI or from a program it jumps into program 9020 and does all that lot.

There is just no end to the stuff you can do with this. I’m not telling you anymore cos I need the work and probably couldn’t handle the competition.
That’s it away you go.
Parameters You may Need to Change
1401 Cutting Feed-Rate 0% stops movement of machine
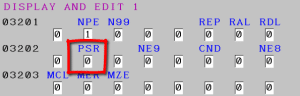
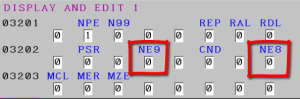
3204 Unlock Program 9000 to 9999 and 8000 to 8999 to Edit
3291 Wear Offset requires Key to Adjust
3401 Calculator Type Decimal Point or Integer
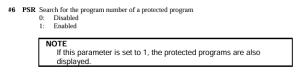
3402 G Codes that are Active When The machine is Turned On
5003 Retain Geometry when you Press Reset
6005 Allows the Use of Local Subroutines (Newer Control)
6050-6059 Allows you to Call a 9000 series Program with a G Code
6080-6089 Allows you to Call a 9000 series Program with An M Code
8134 3453 allows you to use ,R and ,C (Rads and Chamfers)
Oh Yea By The Way
If you want to learn macro programming look no further.
Oh just one other thing before you go off and cripple your machine forever.

Do yourself a favor take a picture of the screen before you change a parameter. If you aint got a camera then you must have a piece of paper.
Even better back everything up.
Thanks
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre