I Kissed a Haas TL-2 CNC Lathe and I Liked It
Category : Haas Turn
Haas Automation launched the TL-Series (Toolroom Lathes) in 2002. The idea was it would be affordable, easy-to-use.
It would bridge the gap between a manual lathe and a full on CNC turning centre.
It has now been in continuous production for 23 years, how time flies.

This is the one they let me lose on.
It’s a bit weird from a health and safety point of view.

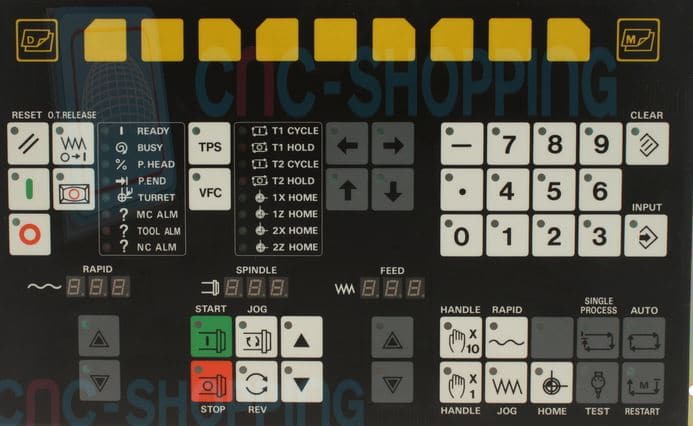
You get to use these babies.
Press shift and then X to make X active. Press shift then Z to make Z active.
I didn’t like em at first but once you get used to them you can get around quite quickly.
Beware these handles are exactly level with your bollocks (and they spin fast)
There is no tool changer so these have to be changed by hand. It can be done quite fast and they repeat really well.
Do yourself a favour and make a numbered rack for these. Mix em up and you are off to hell in a handcart.
The holders are numbered on the Haas TL-2 lathe so that helps.
Zero return Haas TL-2
It takes ages, oh and I mean ages. You could just go make a cup of tea but personally I prepared a 5 course meal in a slow cooker and on my return it still wasn’t there.
Make sure the tailstock is well our of the way and not done up. That way if you hit the beast it will move.
My tip is to write a shutdown program that uses G53 to take it somewhere near to zero return. That way when you switch it on it has a relatively short journey.
G53 uses the MACHINE position so you can send it somewhere near home.
Tool Setting Haas TL-2
The most common way to set the tools is from the face of the chuck touch your tool on the face of the chuck, move to the correct tool offset and press Z FACE MEASURE

Set G54 Work Offset Haas TL-2
Make the tool active, for example T1.
Type T1 then press TURRET FWD or TURRET REV

Being a manual tool changer, nothing happens but your new tool offset becomes active.
You can now go to your work offset screen. Make sure you are on the G54 line.
Press Z FACE MEASURE
Cut and Measure (The Diameter) Haas Tool Room Lathe
This one always confuses the living shit out of me. Who the fuck concocted this counter intuitive procedure?
Someone must have thought “This’ll teach the bastards”
So you cut your diameter, move the tool away in Z and keep X where it is, that’s normal.
Go to your tool offset you want to set and move to the X. Now press. X DIA MESUR

This will record the current X MACHINE position.
Hang on we ain’t done yet…..
Now input your measured diameter and press ENTER.
At this point it will probably come up with some bogus number in the buffer. Don’t worry this is a cunning trick to fuck you over. Delete it and write your own number in.
What Is It Haas TL-2?
Well it remembers the last diameter you wrote in!
Why?? Fuck knows.
Anyway you would have to ask someone at Haas. It’s the same on all Haas Lathes.
Maybe you are meant to touch the diameter with each tool and just press input?
So How Do We Program the Haas Tl-2 Toolroom Lathe?
Well, actually you can program it just like a normal CNC Lathe.
But you can use it like a manual machine and then add shit to it. Things like stick on a chamfer or stick on a rad.
These come up as individual screens.
- Face Turn
- Threading
- Drill Tap
- Chamfer Radius
- Grooving
- And more.
Each one of these screen will work completely on it’s own so it calls out the tool, starts the spindle and machines whatever you asked it to.
So you can run each one from it’s screen or add it to a program. The code it makes is exactly as if you wrote it by hand.
Don’t worry if you don’t know what it means. Leave that to people like me, I have to put food on the table.
But trust me it’s the real deal.
Read The Bloody Screen!!
Make sure you read the screen because the prompts on this control are good. Like my wife it gives clear concise instructions that must be obeyed.
After you filled it all in you get a choice.
- Hit cycle start (in MDI).
- Save to MDI
- Save to program.
- Turn the machine off and have a cold beer, my preferred choice.
The clever thing is if you press cycle start it will automatically update the code if you make any changes.
You can also press graphics and test it out (no tears).

Step through the tool numbers by pressing the buttons below tool
If you then press NEXT TOOL your tool will become active and you can load it.

Each one of these micro programs can be added together to make a complete part.
When you use the chamfer and the radius screen it doesn’t use compensation so you tell it tool radius and it changes X and Z accordingly.
Rapid and Feed Haas Tl-2 Toolroom Lathe
These are a tad strange but once you get how they work it’s not a problem.
Rapid is used to get somewhere (obviously).
Feed is a straight line but it’s incremental so you have to measure it from where you are.
U0 meaning X stays where it is.

This would move your Z axis 24mm in the negative direction (towards the chuck).
Threading Haas TL-2
This is nice n simple and seems to work really well. Not loads of options that no one wants or needs.

The Verdict Haas Toolroom Lathe
I always think of Haas as the pragmatic no bullshit machines of the CNC world.
This one delivers plenty of that.
Do i like it, yes.
Do I want one, nah.
Why not just learn to use a proper CNC Lathe, sorry but why do people still need to have handles to wind. Let em go there are better ways to wear out your wrists.

(These are for sale if anyone is interested)
I mean my grandma could make fireside rugs out of bits of old rag, great if you haven’t got a pot to piss in. Personally I’d rather just buy a rug.
I also think this machine misses a few tricks. I worked on an old Ajax lathe with a Fagor control and it could make rads and chamfers with the manual controls. You just give it the angle or radius and it does it (just saying).
Overall if you are one of those people who already knows manual turning and you want to transition (I know that has a different meaning these days).
This machine could get you there. Oh and it does what it says on the tin.
Thanks for reading.