Heidenhain Work Offsets Explained
Category : Heidenhain
CNC Training Call David: 07834 858 407

Heidenhain Work Offsets Explained
Heidenhain Work Offsets, traditionally the Heidenhain coordinate system was kept very simple. It was like the “Click and Collect” of the CNC World 20 years ahead of its time.

Anyway all you did was go to the place where you wanted as your offset and zeroed the display.
That was the datum and when you had a new part you just zeroed it again.
WARNING THIS POST CONTAINS STRONG LANGUAGE AND NUDITY FROM THE OUTSET
Easy….
Simple as Jack Shit.
It even had a self destruct button.
![]()
With this button you could really easily delete your program by accident.
I vividly remember having to lie and cheat my way out of that one.
Fortunately they moved it, well it’s gone anyway.
Now this button Wow….. Don’t even get me started. It was still there all those years ago.
![]()
Watch this if you can’t stand the intrigue.
I Digress
Back to Heidenhain Work Offsets
Nowadays everything is so complicated. I still can’t work the fuckin TV remote control and my central heating comes on in the middle of the night for no reason.
I just put the heating full up all the time now, admittedly the kids have to stay outside in the summer but I like to keep things simple.
Some People Are Never Satisfied
Not happy with one work offset everyone wanted six. Then it went crazy with extended work offsets some of you greedy bastards (and you know who you are) have 99. Come on that’s just CNC debauchery.
Limitations with old Heidenhain Work Offsets
Joking aside it did have its limitations. Anyway now you can have as many as you want.
As we all know everything nowadays needs to be backwardly compatible. (I don’t actually know what that means, I heard a bloke say it in the pub)
Anyway the new machines have to still do what the old ones did.
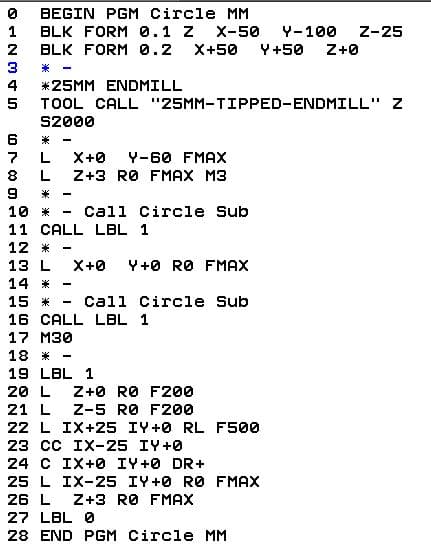
From this screen you can make an offset active.
Once this offset is active any subsequent position move will be in this offset.
In your program you need one of these.

The above would call Datum 3

Above would call Datum 9

This would take it back to Datun 0
Come on surely you get it now.
Heidenhain Work Offsets
The number (in this case zero) is the datum you wish to call. This would call the standard datum (can’t miss it it’s top of the list and it’s red)
Don’t forget this is modal so once selected the datum will be used all the time until you change it.
Now you have started using these datum you must have one at the beginning of each program. It’s a bit like taking out a mortgage (you can’t escape).
Obviously if you make it active in the datum table and then call a program. If that program has no datum call then it will use whatever’s there.
If you are affected by any of the issues raised in this post or need CNC Training or counselling then contact us.
Don’t forget to watch my Tutorial Videos
We offer training on all types of CNC Machines and controls check em out.
Or fill out the contact form below