Full Circle Heidenhain (Macro Program)
Category : Heidenhain
CNC Training Call David: 07834 858 407

Macro to program a Full Circle Heidenhain
Heidenhain has its own form of parametric programming it uses Q values sometimes called Q DEF.
Er what you on about now David? You ask.
Ok sorry to shroud you in a cocoon of total bullshit.
It’s like Macro on a Fanuc Control. What you do is you program a circle and instead of putting numbers for the X values n stuff you put a Q number like Q1 or Q10
Then you tell it what the Q values are. So instead of X-20. you could have X+Q10
If you then went on to define Q10 as -20 then X would be X-20.
All will be revealed.
Take a look at this code.
Full Circle Heidenhain
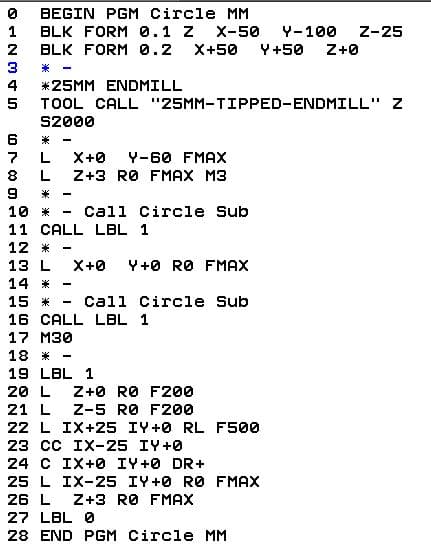
This code will mill a full circle and because it’s in incremental (note the I in front of the X value) you can dump one anywhere. By that I mean you can mill one of these circles anywhere not take a shit anywhere.
![]()
Now watch it in action.
This is great but it is not easy to control. If we wanted a different diameter there are quite a few figures to change. If you are a bit of a prick like me then you’d probably get it wrong and scrap the part.
Q DEF To The Rescue Full Circle Heidenhain
Using Q def is really easy. You could start by using it to change the feedrate. Look at the code now.

Line 7 and line 17 define Q1 as two different values.![]()
![]()
So when each one calls LBL 1 the feedrate in line 25 will change to whatever value is in Q1.
![]()
Clever eh…..
But that’s not all.
You can have loads of Q values whopeeee.
Stick Around For The Exciting Stuff
Watch this before you ditch this post and go on Facebook and see what your mate Pete had for his breakfast. Or “oh look at this the dog just crapped on the new sofa”
So, you’re with me….
Lets do the same but this time replace the X value. (Oh and some other shit too like the Z Depth)
This macro uses Q Values to externally control the radius, feedrate and depth of a circle.
Because the program is in incremental you can place it anywhere you want.
I have purposely kept it really simple for demonstration purposes (not because it’s all I know).
So you replace the X values or whatever you want to control with Q Numbers.
You then give a value to these Q numbers
And that’s it. Hopefully the video says it all.
If you want to do this on a Sinumeric Siemens 840D read this
See how it’s done on a Fanuc control.
Thanks
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre