Hurco Tool Changer How To Change and Load Tools
Hurco Tool Changer
The Hurco tool changer is a strange old beast but trust me you will get to love and respect it as time goes on.
Hurco Training
Call David: 07834 858 407
First of all you can call the tool anything you like, well sort of as long as it’s a number.
Anyway I’m confusing myself here, you give it a number from 1 to 999
You then decide if it is AUTO or MANUAL. The control will then decide what to do with it.
To define a tool go to Tool Setup Screen type in a new number for your new tool.
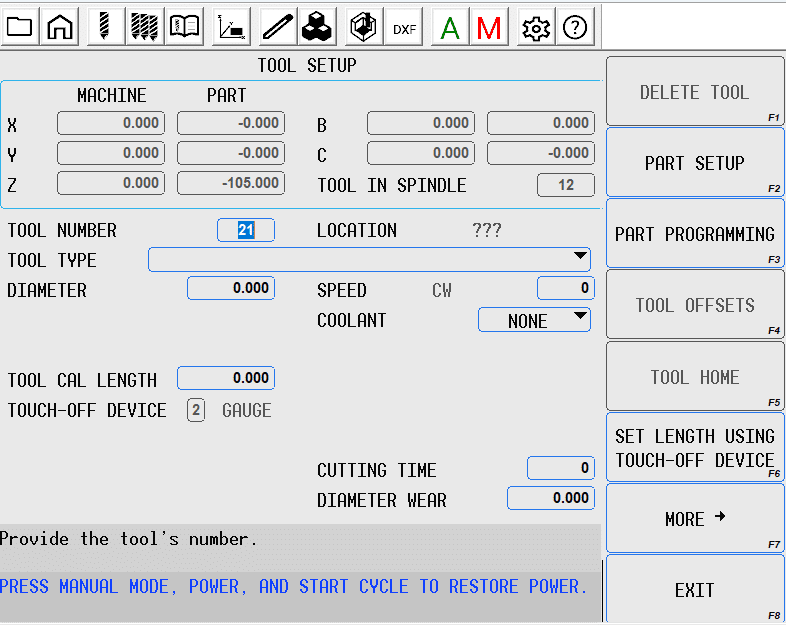
As you go to each dropdown menu the option will appear on the right as well.
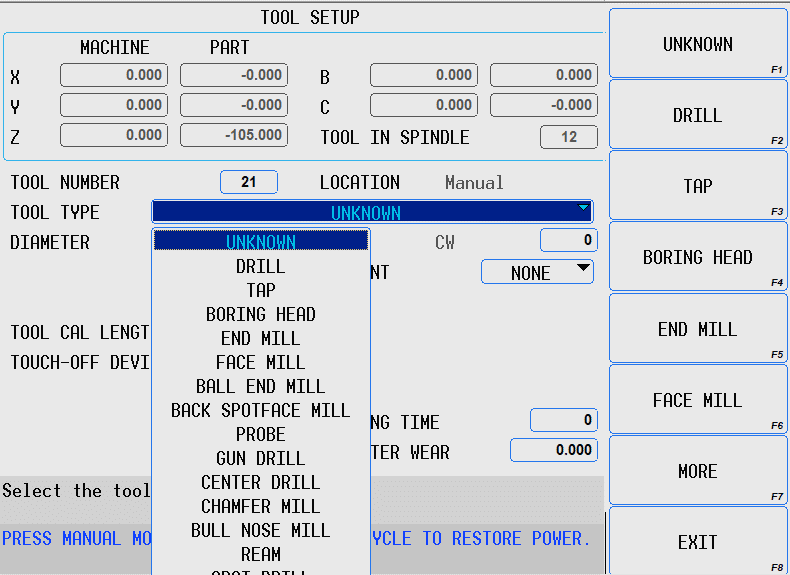
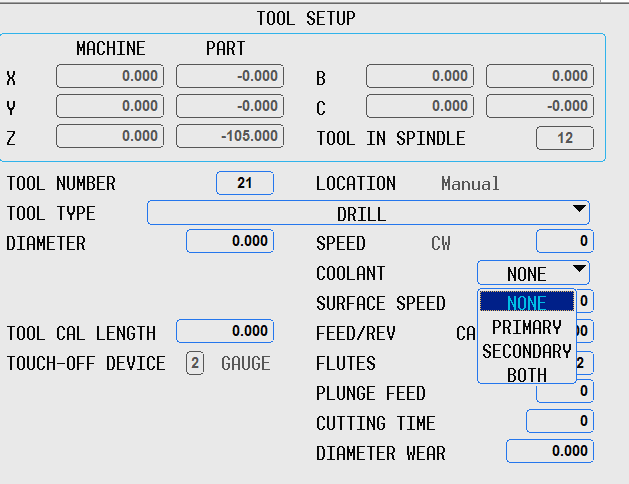
Now pick your tool, fill in diameter of the tool. Select which coolant type you want PRIMARY is usually the main nozzle supply and SECONDARY is through spindle.
Hurco Tool Changer
This is where your Hurco starts to get smart, it can calculate your speed based on the SURFACE SPEED you give it. I will also calculate the feed rate based on the number of teeth you have and FEED/REV you give it.

Don’t worry it still works if you wear dentures.






