30 five star ratings on Google (Just saying)
Background edit, I only really get to hear about background edit when people get stuck in it. It’s a bit like being accidentally locked in a toilet you feel a bit of a twat and very embarrassed in equal measures.
This button is your closest friend

Now I made it real big because one day it will save your life.

You know when you play Monopoly and you get one of those cards that says “GET OUT OF JAIL FREE”
If you get sent to jail you just present this card and your sentence is immediately quashed it’s a bit like having Donald Trump as a mate.
It doesn’t work for shop lifting by the way I tried it as a child when I nicked a tin of Spam from the Coop. Fortunately in those days the police were never involved as they knew your parents would beat you to within an inch of your life at the slightest hint of petty larceny.
Anyway press this button all your woes will cease.
And if that doesn’t work this one is the nuclear option.

The first one is for the program you’re actually background editing. Don’t forget you can have more than one program that you are background editing, more on this later.
Anyway this button stops them all, a clean sheet as it were.
Oh Dear
The reason people get into such a mess with this is because you can actually get into background editing by accident it’s easy.
If you are in a folder and you press INPUT then whatever program your cursor is on immediately comes up for background editing.
If you do this a few times then you can have several programs on the screen to edit.
You can switch between these programs and edit any one. You can copy and paste between them which makes writing programs from templates really easy.

Use the FORWARD and BACKWARD softkeys to switch between programs

To escape this lot you need the help of this key
This will end it all.
Background Edit is Amazing
Yes background edit is really useful, maybe amazing is stretching it a bit, but it does have many uses. Editing a few programs together is the bit I like.
If you want to edit whilst you are running a program then that’s also useful.
Background edit Warning
Don’t hit the fuckin reset button!!!!

Obviously this will stop everything so why would you do it?
Well maybe you are one of those very naughty boys who uses it to get to the head of the program when editing.
When in background edit it’s easy to press reset except this time you just stopped everything because your program is running.
Change Your Habits
Use rewind, some controls have a rewind button
 use this to get to the head of the program.
use this to get to the head of the program.
On other controls it’s LINE SEARCH  then press TOP or BOTTOM
then press TOP or BOTTOM 
This will take you directly to the head of your program or the end of your program.
Nothing is stopped and no one is harmed.

Why I Hate Background Edit
It’s an absolute pain in the bollocks mainly because it is so easy to accidentally get into background edit and not even realise.
You keep pressing the MDI button and the screen just wont change. If you have Guide i then you will get a warning when you switch over and you can’t do anything until you end it.
To be honest I don’t hate it at all. You just need to be aware that you need to come out of it to do various other things.
Another Useful Feature
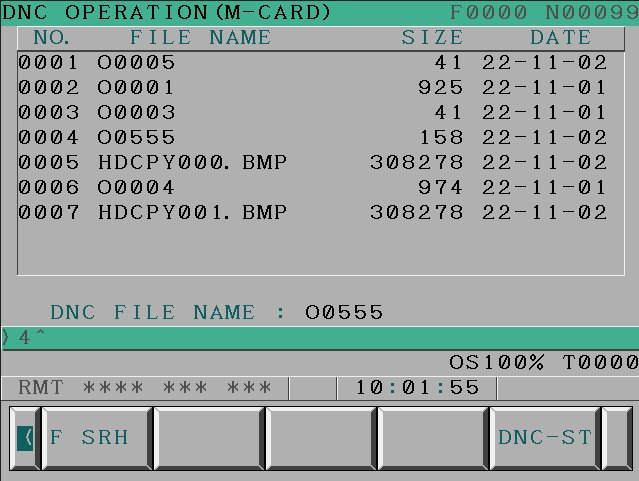
If you want to use a program for reference. In other words you want to look at what’s in it but you need to be careful not to alter it.
Press BG EDIT  then type in your program number
then type in your program number
Press REF EXEC 
Your program will appear in green meaning it is “read only” so you can’t accidentally alter it.
What’s Running in The Background?
You can also call your running program in background edit. This will also appear in green and be read only.