Webster & Bennett with Fanuc 10T
Category : Fanuc Fanuc Turn New Stuff
CNC Training Call David: 07834 858 407

30 five star ratings on Google (Just saying)

I Just Love Old Machines
I recently got to train someone on one of these, a Webster & Bennett with Fanuc 10t Control.

It’s what I crudely call a big bastard. But bastard it is not, it can definitely machine some big shit

Like this monster.
Don’t ask me what it is or I would have to kill you. Joking aside I think it’s a water valve. Beware these jacuzzis use a lot of water,
The machine is a Webster & Bennett vertical borer and I think the Fanuc 10t control was possibly a retro fit.
When these start whizzing around even a few RPM it can scare the living shit out of even the most seasoned engineer. And me, well I,m more seasoned than a piece of Nando’s chicken.
G50 on a Webster & Bennett Your Best Friend
Anyway joking aside your best buddy now is definitely G50 get this wrong and it’s fuckin world war three.
Imagine the scenario, you program G96 S180 M3. Spin at 180m/min. Not too fast but…. what if the tool is sat in the middle of the part.
Machine says “come on lads happy days foot to the floor flat out joy riding” and it fucks off like two teenage boys in a stolen Lamborghini.

So without a G50, or the wrong speed, this beast will accelerate to it’s maximum rpm.
Oh and did I Mention it’s harder to stop than a P & O Criuise Ship with 4000 obese pensioners on board?
E Stop….. Good Luck with That One
Hit the e stop and you’ll wait longer than you would for a GP appointment before it comes to rest.

Now not wishing to show off but I’ve been training people on CNC Machines for 30 plus years so I know exactly what to do in this situation.
Grab your immediate belongings and fuckin scarper.
So anyway make sure every program has a G50 at the head and then tattoo it on your scrotum sack. Whatever you need to remember to enter that vital G code.
Fanuc 10t The Old En’s Know Best
It makes you realise that Fanuc hasn’t really come that far with it’s controls (Sorry Mr Fanuc but some things have to be said)
It’s a 10T Fanuc on this Webster & Bennett, most of my readers were probably still shitting yellow when these 10t controls were around or maybe not even born. (What a crude expression that should stir up some complaints).

G71 G72 Turning and Facing, Fanuc 10t
The G71 and G72 are single line. How bloody simple (whatever happened to simple).

P100 first N number. Q110 second N number of the shape.
D1500 is a 1.5mm depth of cut.
U and W is finishing allowance.
F.35 is the feed-rate.
Piss easy.
G72 is much the same

Don’t forget with G72 you program it the other way. Just imagine you are going to machine it straight off as a finishing cut. Then rapid to where your metal starts before your G71 or G72.
Background Edit Fanuc 10t
Now We’re Really Living
This one’s even has background edit
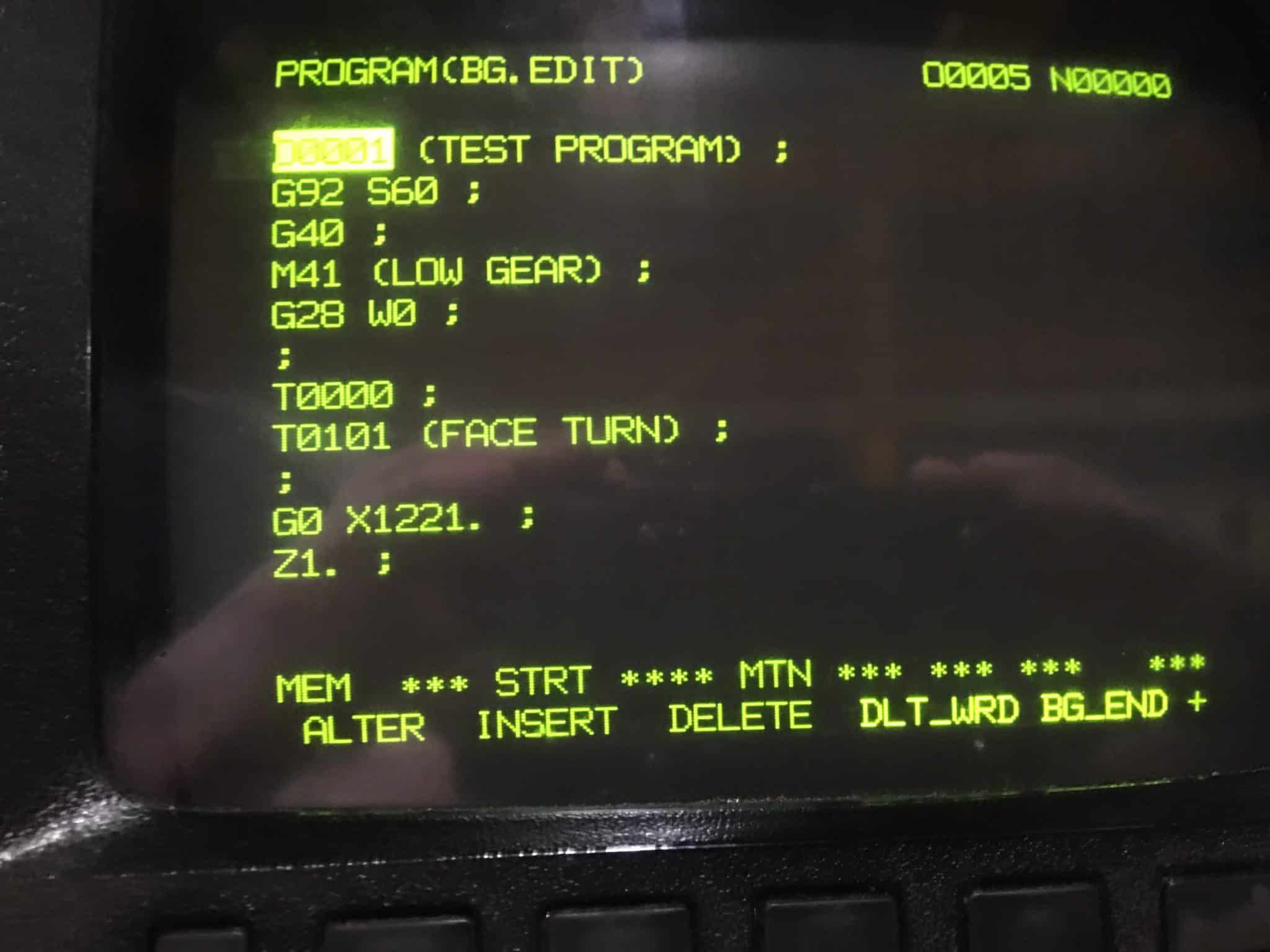
Here’s the button if you don’t believe me.
One of the biggest problems with these old controls is lack of memory I mean if this control was a person it wouldn’t even remember how to wipe its own arse.
But because its only two axis turning the programs are pretty small. They are a bit of a pain to backup but it can all be done with RS 232, a full moon and your laptop pointing to Mecca.
Setting Datums Webster & Bennett Borer
Setting the Z0 is quite easy. It’s even got G54 through to G59 (an extra in those days) honestly you don’t know you’re fuckin born these days with your extended offsets and your G54.1’s.
Workshif, Workshif I’m Happy With That
Anyway stick G54 up your arse cos I didn’t use it. I think on a two axis lathe the old work shift will suffice. None of your mamby pamby G54 shit.
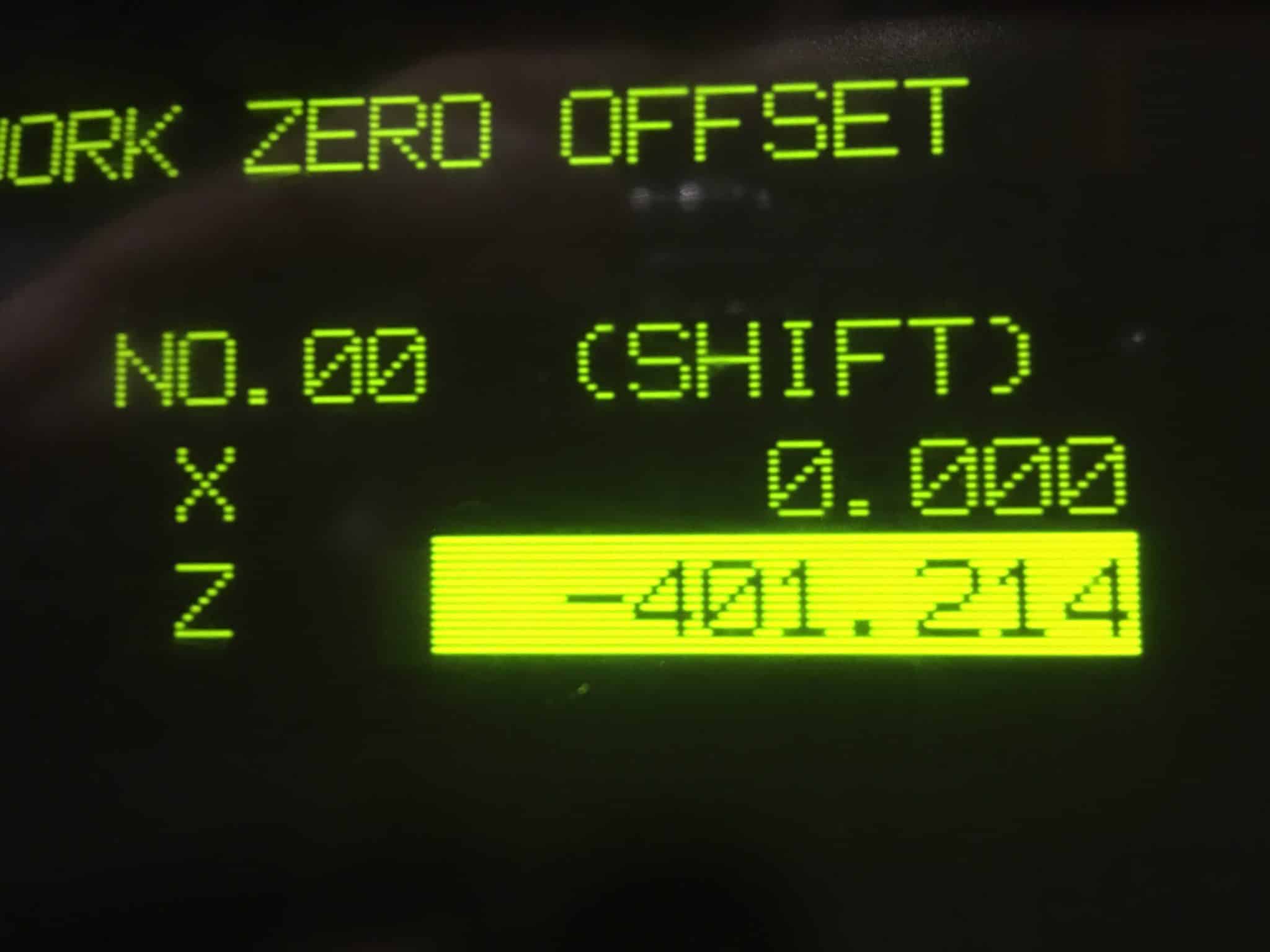
Easy to do. Position tool at required Z zero input Z0 then press MEASURE
All done “good to go” as your favourite celebrity chef would say
Setting tools is going to be the good old cut and measure, just in case you are wondering what we used to do before tool measurement arms.
Fairly standard stuff to measure tools.
Cut a diameter then move Z but not X (DO NOT PASS GO DO NOT COLLECT 200 POUNDS) to make a MONOPOLY analogy.
Type in the value X225.6 (if that’s what it measures) and the press measure.

Job done, who needs a fuckin sissy boy measurement arm?
You can reset your relative display just like on a newer machine. It’s even got MDI, a bit crude in that you have to enter each character separately but this machine is a buddle of joy.
To think people pay me for this job, admittedly lower than the minimum wage but I get to work on these beautiful pieces of machinery.
If I win the lottery tomorrow I will buy one of these, a cake shop, a chip shop and a pub.
Oh and if there is any cash left I’ll buy the misses a new coat from Marks & Spencer.