Onsite Training Retro CNC Boko In Scotland
Category : Heidenhain News
CNC Training Call David: 07834 858 407

Onsite Training In Scotland
I was recently allowed into Scotland. My visit was to Abacus Valves in Glasgow, onsite training on a Boko with a retro fitted Heidenhain control.
It is rare for me to get repeat business but this just proves there is one customer out there who actually likes me. No law suites, no fights on the car park and no refund issued.
For those who don’t get the irony in my articles and might be getting a bit nervous right now, here are my ratings on google
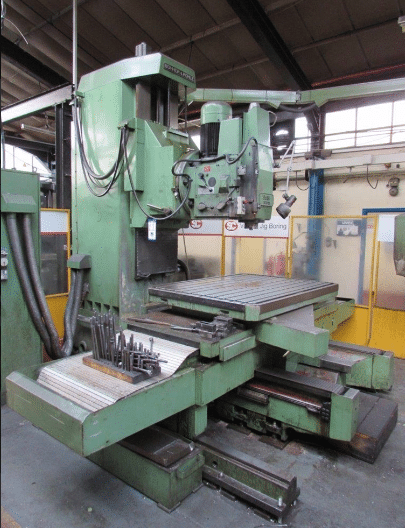
I got the pleasure of working on this machine.
Onsite training with no manuals at all except for a generic Heidenhain 426 manual. The company that built this thing, well retro fitted the CNC bit, went out of business when to be sick meant to evacuate the contents of ones stomach and “Jim’ll Fix It” was a popular children’s TV show.
Programming it with Heidenhain is no problem. Minor details like switching it on or moving it around would be a bit like driving a Sherman tank blindfold with your scrotum sack cable tied to the steering wheel. (Do tanks have steering wheels??)
It’s a Boko vertical machine that has a retro Heidenhain 426 CB control.
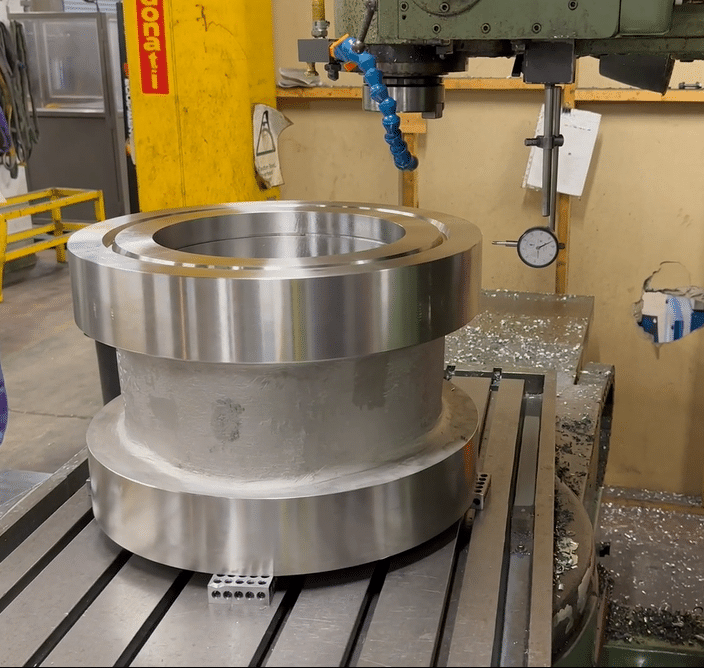
It’s used to make large valve bodies like this. To be honest I can’t remember when I had so much fun and kept my clothes on. Please don’t dwell too much on that thought, this is a septuagenarian speaking.
These guys were an absolute pleasure to work with constantly making me cups of coffee and offering tasty snacks like this.

Children be warned “do not take pies from strange men especially this one”
I’ve got to watch what I say here cos these guys constantly take the piss out of not just one another, but include me. The first day of training everyone is always on their best behaviour. By the third day one of us, often me manages to lower the tone and the banta begins.
I think the above treat is some kind of Glaswegian delicacy (and there a many)
It’s actually a pie between two haves of a bread batch, mmmm.
I didn’t eat one to be honest but only because at the moment I’m on a strict diet, I’ll spare you the details. I recon one bite of this beast would constitute the average male calorie intake for a year.
Anyway it’s lovely to be offered, last time it was tattie scones
and these really are nice.