Haas Limit Wear Offset Input
This article tells you how to limit wear offset input on your Haas Machine.

Collisions should be avoided at all costs on a CNC machine, so anything you can do to prevent them has got to be a good thing.
There are many things you can do, like paying careful attention to the way you prove out your program.
When run a programme that has already been proven, you know the actual CNC code is fine.

So you have two things to worry about.
- Is the WORK SHIFT or WORK OFFSET correct?
- Are the TOOL OFFSETS correct?

These are the two things that you control and they link the programme to the machine.
It would make sense therefore to check each tool change. Check the point where it first approaches the workpiece.
Once a programme is running we only need to go into our prove out mentality when we change the programme or the tool wear offset.

When we adjust the tool offset we can either adjust the Geometry or the Wear. Now it’s always best not to touch the Geometry. That’s because it’s a big number and big numbers can hurt you.
Lets say this number was 200.986 and you wanted to move it by 0.116
Not too difficult but it would be quite easy to alter it by a large amount and not even notice.
Then you could be in trouble.
Now if you always use the WEAR you know it’s always going to be a small amount. So if you see a large amount in the wear column you can go into a mad panic.
What’s The Point of All This Where’s He Going?

So if you always use the WEAR and not the GEOMETRY you’ll be ok. Unless of course you were stupid enough to put a big number in the WEAR
or…….
Against my advice you alter the GEOMETRY.
Help Is At Hand (limit wear offset)
On a Haas Machine you can limit wear offset amount in a your settings.
It still lets you do it but gives you a sarcastic little warning.
Press this button

Sorry it’s a dirty grubby button but it’s the only one I have (welcome to the real world)
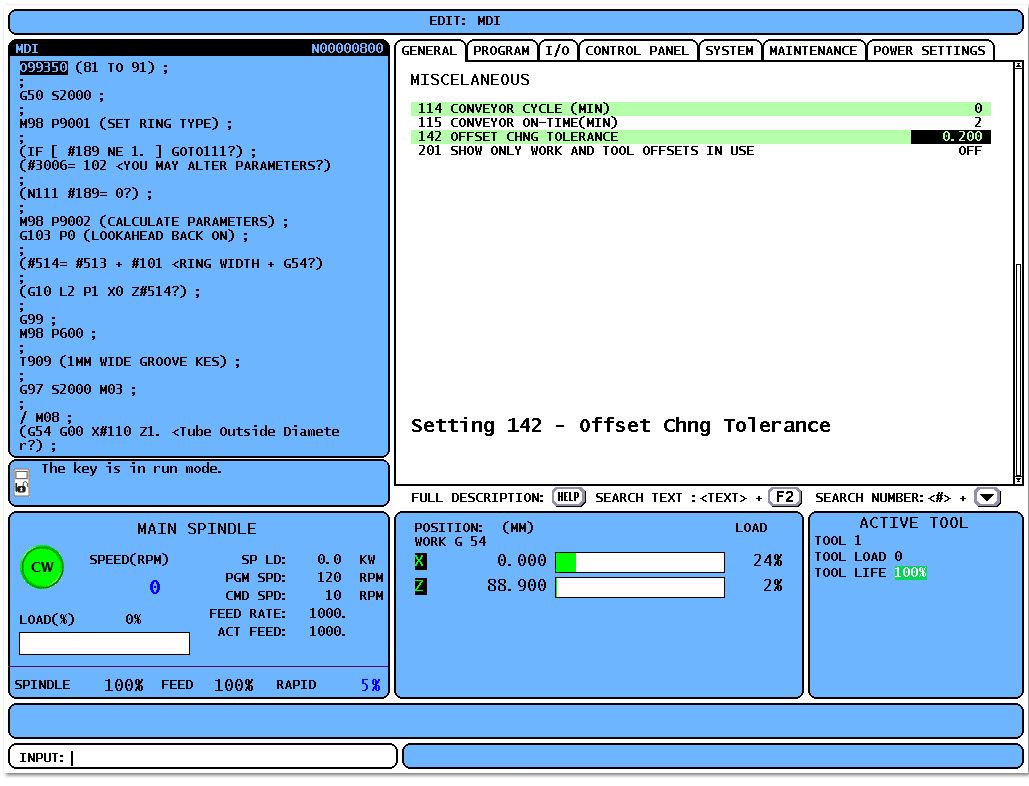
Type into setting 142 the maximum amount you want to limit wear offset input by.
Now if you try n exceed the dose, this is what you get.

Note
This limits the amount you can add to your offset not the total amount of the offset.
Thanks for watching and reading
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
We really love you but honestly we don’t give a shit if you break your machine. If you do, make sure you YouTube it. You could make a shit loads of money from the video.
Oh yea we do CNC Training too, not to mention Classroom Training.
Or call us
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre