Heidenhain Program Restart iTNC 530
Category : Heidenhain
CNC Training Call David: 07834 858 407


Heidenhain Program Restart. Now you must have heard me banging on about program restart on certain machine controls.
On some it’s just non existent the best you can do is move to a tool change and start there. Oh and pray to any god you may believe in.
On a Fanuc control program restart it’s a rare option, and no fucker knows how to use it anyway, except me so click on this link.
Work Around
Without it, if you really know what you are doing you can restart programs.
This said you must have a real good knowledge of programming and modal G Codes.
What you can do is read the tool change line (M6 T06) then let the machine read the G43 line to take in the tool offset. Now you can then go on to read the canned cycle. From this point you can move on to any position and it will carry on (allegedly).
This is Fuckin dodgy. It’s a bit like having cataract surgery whilst driving a Sherman tank. You definitely need to be over 21 and not of a nervous disposition.

Anyway it does work, honestly, just be sure there is a full moon and you turn the control panel to face Mecca.
Joking aside make sure you understand the modal information on your control panel which you should do anyway.
What’s Modal Information?
Well it’s that screen you’ve been ignoring for years.
Please take your time and have rapid at minus 1000,000%. Be in single block and read this.
Remember if you crash this beast I will say I never met you and I definitely didn’t write this article, which will suddenly disappear into the ether at the slightest sniff of a lawsuit.
You know that screen you cant even be arsed to look at?
Well actually it contains some very useful shit so pay attention you naughty boy.

So this means you know and understand the following.
- Is the machine in absolute or incremental?
- What work offset is active?
- Is the tool offset active and if so which one?
- Is the machine still in compensation G41 G42?
- Is the plane selection correct, usually XY G17?
- Is the machine in feed per rev or feed per minute?
- What speeds and feeds are active?
- Is the machine in rapid or feed G0 or G1?
- By the way if you come to me for some training I can impart all this knowledge on you.
Good Luck With That One
Anyway the other day I was let lose on this beast. So I’m going to show you the Heidenhain Program Restart on a Heidenhain iTNC 530 control.

Yes it’s a big bastard but a handsome beast at that. It’s a Hartford gantry type machine. The tool changer is no longer used but in it’s present home it’s not needed. It’s main use is drilling hole patterns and a few slots.
BT50 taper with through spindle coolant. Oh yea and it has a touch probe which I haven’t quite got working yet.
There were no manuals with this machine so it does make some of the training difficult mainly knowing what the M codes are. Not wishing to brag but my 40 years of training knowledge is not without it’s advantages. Well 10 years if you discount the 30 years when I was permanently pissed.
M codes really are a bastard because they are different on all machines that’s why my M code list is only short. You really need the machine tool manual because only a handful of them are generic.
The Machine The Machine
This machine has huge capacity and has enough power to machine flats and drill holes in rocking horse shit.
The control is a Heidenhain iTNC 530, fantastic control. Easy to program, easy to set, editing is a dream. Oh and the Heidenhain Program Restart feature is brilliant.
Graphics… Oh No
Oh but one thing, as usual graphics are dogship poor. Don’t get me wrong always use them because it will save time. It will also spot any daft mistakes but…. they are as jerky as a Charley Chaplin movie and about as clear
They wont spot collisions and only the largest of position errors will be noticeable. So unless the tool is actually poking you in the knackers you wont spot a positional error.
Anyway they are crap but most of the others are crappier (is that a word?). So you can take some solace from that.
This Is True
I couldn’t possibly name names on this one. This guy who was a machine tool sales representative once said to me.
Well, I said to him first of all “my customer is not happy with your service department says theyre shit” to which he answered “I know I don’t blame him it’s true, but everyone else is even worse”.
What a fuckin sales pitch that is!
“Oh hi errrm.. all our products are shit but be careful because everyone elses are even worse”
Sorry I Went Off On One Again
Forget Graphics. Lets talk about what is awesome, fuckin awesome.
Yes you guessed, the program restart is good well actually it’s very very good. I only used the word awesome to try and fool the reader into thinking I’m much younger than I am by using the dialect of the younger generation.
Let’s talk about Heidenhain Program Restart.
Heidenhain Program Restart, Piss Easy
I mean I know you are thinking that at my age taking a piss is not always easy but I don’t want to bore my readers with details of that.
In any case the comment was not meant to be taken literally so just back off.
Here is how you do Heidenhain Program Restart
- Go into full run mode or single.
- Press GOTO and input 0 then press enter.
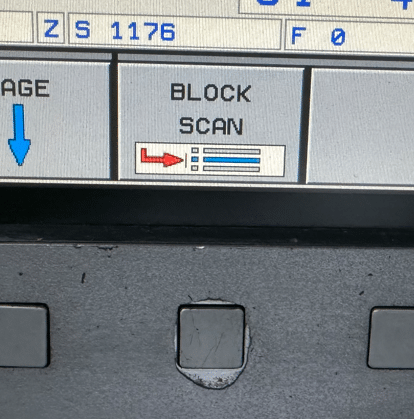
- Press softkey BLOCK SCAN
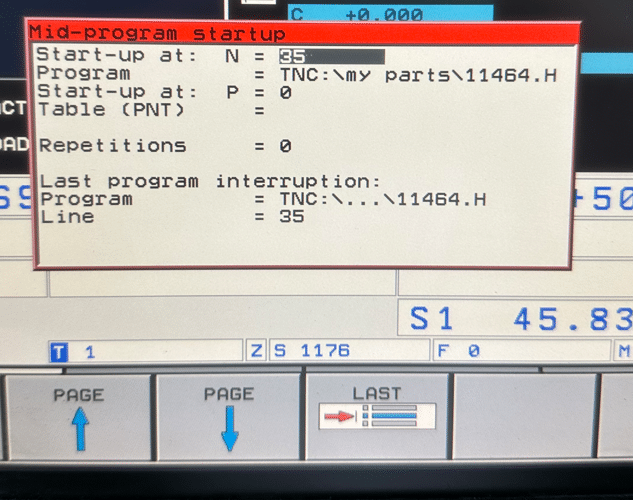
- On the next screen that appears you can press the soft key LAST or you can input the line where you want to start. This is about to restore at block 35 but you can input anything.
- Press cycle start
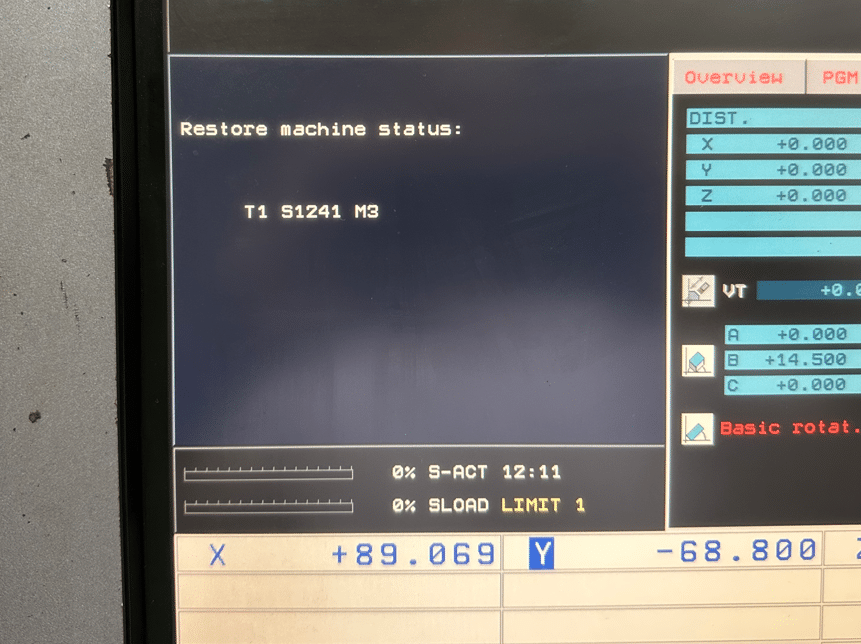
- On the next screen press the softkey Restore Position.

- Press CYCLE START and the machine will turn on the spindle etc at the correct speed and restore M codes.
- Each time you press cycle start the machine will return one axis to the correct position. You can also select the order if you want from the soft keys.

Now when you press CYCLE START the program will resume.
Told you it was easy, you’ll love it.
Here is a live training video that demonstrates it.
I love it and I hope you do too. If you need training on a Heidenhain control then contact me.
Click here to see google reviews