Category Archives: Fanuc
- December 9, 2022
-
-
0
- November 6, 2022
-
-
0
Using Fanuc Background Editing
Category : Fanuc
This article is about Fanuc Background Editing. Now I suggest you move straight to the end if that’s all you are interested in.
If your happy to listen to me ranting for a while then read on.

I love gadgets, I don’t think people call them that now but in the absence of a better word then I’ll use it.
Whenever I get lose on a CNC Machine I’m always looking for something extra that it will do, like some hidden extra that it’s got.
It’s always nice to find something new. When you know everything a machine can do. That is when you are in a position to make an informed choice as to how you want to use it.
I use a toolbox metaphor. All the different functions and options are tools that the user can chose from.
One day a problem arises and the person I once trained thinks “mm I remember that miserable old bastard showed me something here”.
Something I taught them that they didn’t see a use for suddenly becomes relevant. They don’t remember the minutia but just find it in a manual, refresh their memory and use it.
Like using a G10 to write your work offset from the programme. You might never need this but if you know it exists. It’s easy to look up how it works and subsequently use it.
Gadgets Like Cruise Control
I adore cruise control on a car. Even my old V70 Volvo has it. I use it all the while especially on a motorway. What really pisses me off is that all these much newer cars most of them have a monthly rental cost that’s more than I paid for my car.
I mean surely these cars must have cruise control for that money I’d want fuckin cruise missiles.
So why in the name of holy shit do people not use it. I’m like cruising along at exactly 70 mph when somebody starts passing me on the inside. I let them go only to find they slow down and I have to pass them. Sometimes this goes on for quite a while. Now I’m not an aggressive driver but fuckin hell this is annoying.

If they are not using cruise control how many options on this car are they not using. I mean do they have a handle fitted on the windows to avoid pressing the electric windows button.
Some poor bastard at BMW is creating all these brilliant features and no fucker is using them. Windows open on a hot day cos they don’t know how to use the climate control.
These peole who say “oh I like a manual gearbox”. I say “fuck off your not Jenson Button” why do you need a bloody manual gearbox. Oh and a clutch (what’s that all about).
Drving is suppoed to be easy, buy yoursalf an old Ford Cortina or something or maybe an 1960”’s tractor. Do these people need something to do.
Driverless cars bring it on.
Background Edit is Useless
Background editing on a Fanuc control is useless.
No it’s not who said that?
The main reason why I’m writing about background editing is because you can get locked into it by mistake. It’s so easy to press the wrong button and end up stuck in background edit. It’s like the Guantánamo Bay of CNC Programming, very hard to escape from.
It’s Useless But Here is How To Use It
You will be in Memory or Auto mode and your programme is running merily producing your parts.
First of all press BG-EDT
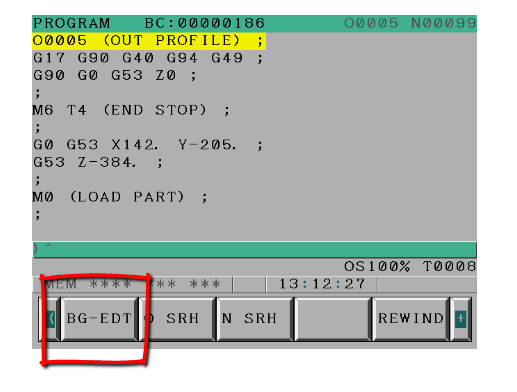
Once it’s active it’s there at the top of the screen
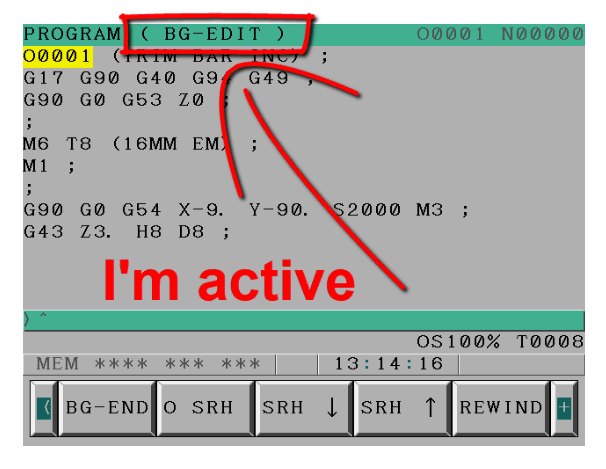
You can now go to your directory and call your programme to edit in the usual way. Enjoy yourself editing your programme or even create a new one.
Don’t Hit Reset
There is only one thing you must not do in background edit. That is to hit reset as it will stop the machine.
Try to get into the habit of using rewind not reset.

Rewind

Background Edit (Fanuc)
- You can’t Press RESET
- You can’t edit the programme that’s running.
- You can’t get to MDI screen
- Some other screens won’t work.
- Most edit functions will work.
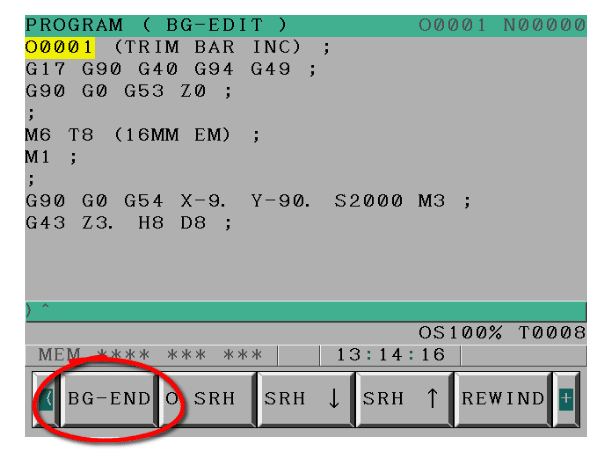
As I said before you can get stuck in background edit it’s easy you just need to press this.
When I’m training people on Fanuc Controls I always teach them about Background Edit. Even if you don’t use it, one day you’ll press it by accident. It could take you a long time before you realise what you did
Ignore At Your Peril
It’s easy to ignore these buttons and not even know what they do. When you one day accidentally press Background Edit in a pressing frenzy you’ll remember this.
Always Read The Label
When you get a problem on a CNC Control step back and carefully read everything on the screen. Sometimes your CNC Machine is screaming at you but you chose to ignore it.
Background edit is no exception.

Backgroung Edit Haas
You can edit the program that is running. How cool is that?
Piss off it’s not dangerous it’s the dogs bollock.
All that happens is that when the program finishes once you press reset your programme is changed.
Dead useful when you see something that wants changing and you know you’re gonna forget.
Mazak In ISO
On a Mazak when you are running an ISO programme (G Code) if you see an error on the next line or further on. You can edit it before the machine gets to it. Don’t you just love it.
- May 16, 2022
-
-
0
G83 Peck Drilling Program
G83 Peck Drilling Program Example
G83 Peck Drilling Program, G83 is a deep hole peck drilling canned cycle.
Cycle G83 drills holes breaks up the chips as it goes. It fully retracts from the hole after each peck.
This simple part has four M12 holes drilled countersunk and tapped. The datum is the centre of the part so the holes positions are.
X55. Y55.
X-55. Y55.
X-55. Y-55.
X55. Y-55.


G83 Peck Drilling Program
Here is the CNC code

The machine first moves to X-55. Y-55. and rapids the Z axis to 3mm above the part.
![]()
It then rapids the Z axis down to 1mm above the part R1.
The G83 Cycle instructs it to drill a hole 17.5mm deep (Z-17.5) at a feed of 200mm per minute (F200.)
The Q2. tells the machine to drill the hole in 2mm steps. After each step it retracts to the surface of the part.
This allows all the chips or powder to come out of the hole after each cut. It also allows the drill to cool.
As it drills the depth increases by 2mm each time.
When the hole is done it rapids back to the initial point (Z3.) This was in the line
![]()
This is because of the G98.
If it were G99 it would return to 1mm above the job (R1.)
See explanation of G98 and G99
Once the cycle is active each time it sees a position it repeats the drilling process.
When the G80 is programmed it no longer drills holes.
Now watch the video to see it all in action.
G83 Drilling Program Example
Thanks
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre
- March 20, 2022
-
-
4
G94 and G95 Feed per Rev / Feed per Minute
G94 and G95 are two G codes that are often ignored on a CNC Lathe.
G94 is feed in mm per minute, as normally used on a CNC Milling machine.
G95 is feed in mm per revolution, as normally used on a CNC Lathe.
So if you program F.2 in G95 then for every revolution your tool would move 0.2mm
At 1000 RPM your tool would feed .2 x 1000 = 200mm/min
One of the many things that utterly pisses me off is when I see a line of gratuitous G Code at the beginning of a CNC Program.
Now I know you’re thinking “this miserable bastard is permanently pissed off” and this may be be true but. Allow me to explain.
The idea of these setup lines as I am told is to reset the control at the beginning of a program. I don’t have a problem with this at all.
It’s a bit like tattoos I suppose so long as the tattoo is on you and not on my scrotum sack I don’t have a problem at all.
I keep saying they’ll regret it when they’re older but my mother is 96 and covered in ink and doesn’t seem to give a shit about it, therefore I could be wrong.

I used to work with a guy who had “True Love Julie” tattooed up his arm it was all fine till he caught her shagging the bloke servicing the boiler.
I suggested the next time he got his body inked he should try using more generic terms like “I Really Love My Girlfriend”.
Maybe they could leave a gap for him to “felt tip pen” the name in and when he got fucked over again (which he did on a regular basis) he could just rub it out.
Setup Lines G94 and G95
What I hate is that when I ask the operator what the G Codes at the beginning of the program mean. He just says “fuck knows, but I know you must have them”
Anyway it’s a free country (well kind of) so feel free to put these codes in but please take the time to see what they all mean.
For example if you put G21 at the head of your program it means this program is in millimetres.
But….. if you only use millimetres in your programs then why bother. You only need it if you are using inches (G20) sometimes and need to swap over.
Fish Fingers
Likewise you could put G69 at the head of your program but if you never use coordinate rotation you might as well be telling the machine that you’ve got fish finger and chips for tea again. It’s just not interested.

I get this every day since my wife bought a book called “50 new exciting ways to cook fish finger and chips”.
The green parsley leaf she says is my “Five a Day”
G94 and G95
On most CNC Lathes you will always be using G95 which is feed per revolution. On a CNC Milling Machine you will always be using G94 which is feed in mm per minute.
The lathe will default to G95 and the CNC Milling Machine will default to G94.
Soooo… About this Setup Line
If you never use feed in mm per minute (G94) on your CNC Lathe then personally I wouldn’t bother with it. You don’t need G94 or G95 at the head of your program.
Now if you have a bar feeder on your CNC Lathe you may need to feed the bar out with the spindle stopped.
Feed per revolution is feed per revolution therefore if you have no revolutions then you have no feed.
You must change to G94 so that you can program in mm per minute. Oh and when you are done don’t forget to switch back to G95 (feed per revolution).
Don’t forget these G Codes are modal which means they stay in the control until changed.
G95 Feed Per Revolution (CNC Milling)
Now most programmers don’t use this much on a CNC Milling machine. There are some really good uses for it.
Now I was useless at maths at school. Well thinking about it I was just useless at school although….
I did get a GRADE 1 swimming certificate which I’m still proud of to this day.
Achieving my GRADE 1 swimming certificate was a gruelling task. I remember I had to swim a full width of the swimming pool which I did (only touching the floor three times). Then I had to retrieve a massive,heavy, black rubber brick from nearly three feet of water.
I still have the certificate framed in my office to this day.
You young people now-a-days have it easy with your ipads and Ed Sheeran records.
Anyway most of the ideas I come up with are born out of shear laziness. Humans are useless at adding up in fact all simple arithmetic. So why bother…. fuck it.
Whenever there is an opportunity to do maths give up and let the computer do it. As much as I want to build your confidence as a training provider I can tell you that you are stupid, this in not for you.
Drilling On a CNC Milling Machine
Drilling is a good example. I remember years ago buying a drill and ringing up the tooling guy and asking what feed rate to use. He said “oh, about .15mm per rev”. I didn’t have the confidence to say “what the fuck does that mean” so pretended I knew what he meant.
In actual fact I just pissed around with the drill until it looked like it was cutting OK.
Obviously you know what is meant by 0.15mm per revolution. It works like this, just incase you know a bloke that doesn’t understand it.
So it your speed is 2000 rpm.
Then your feed would be 2000 x 0.15 = 300
So you would program your drill as F300. that’s 300mm/min.

Anyway I think you can see where this is leading. If you swap to G95 you could just program what the man said. Completely clueless as to what will happen.
Oh and usually they say stuff like “between 0.1 and 0.25 mm per rev”. Tooling guys are renowned for their ambiguity.
You could play around with the feed without ever getting out your calculator (save it for your next trip to Lidl).
Tapping On a CNC Milling Machine
You have a choice G94 and G95.
Loads of people still work out the feed-rate when tapping, is this you?
T1 M6 (M6 x 1 TAP)
G90 G0 G54 X0 X0
G43 Z3. H1 M8
M29 S500
G84 G98 Z-20. R1. F500.
X50. Y50.
G80
In the above program it’s easy to calculate the speed by multiplying the speed by the pitch of the tap.
500 x 1.0 = 500.
It’s easy but there are two problems.
- Not all taps are 1mm pitch.
- What if you need to change the speed?
So the calculation is not always that simple.
If you change the speed and forget to change the feed you are fucked. Well you’re not but the tap almost definitely will be.
Try This

T1 M6 (M6 x 1 TAP)
G90 G0 G54 X0 X0
G95 (FEED PER REV)
G43 Z3. H1 M8
M29 S500
G84 G98 Z-20. R1. F1.
X50. Y50.
G80 G94 (FEED IN MM/MIN)
Now it’s really easy the feed-rate is the pitch of the tap. Oh and when you change the speed just do it.
No one gets hurt and no taps are harmed in the process.

G95, what you “young people” would call a no-brainer.
Best Website with Crack Program:
- March 9, 2022
-
-
0
Full Circle Macro Program on a Fanuc Type Control
Full Circle Macro
When we program G2 and G3 on a Fanuc type control an end point is required and a radius.

The control can then miraculously fit in the circular move. Sometimes on training course my students have read stuff on the Internet about I J and K.
My stock answer is unless you are working on a really old machine and I mean dog shit old you wont need it.
Towards the end of the programming course I admit to lying and drop the bombshell that maybe they do need to know just a little bit about I J and K.

Look at this article if you want to know what it is right now.
Anyway you can actually live your whole life and never worry your pretty little head with such crap as I J and K.
My mother is 96 and if you ask her about I J and K values she would not have a clue what you are on about.
What about a full circle? your smart arsed friend will ask.
Easy you program it in two halves.
Actually I think it is a bit of a cop out because there is a very easy way. I’m not explaining it again cos its in this article. Oh and it’s piss easy.
Piss can be used in many contexts.
In England if your mate is pissed it means he is intoxicated. In America I believe it means he is unhappy.
To say “I can piss it” means I can do it without any effort.
“Piss easy” means easy like taking a piss (urinating for the posh engineers)
“Piss fit” means a loose fit (Engineering technical term).
“It pisses in” means it goes in with ease
“Piss off” means go away.
“On the piss” means out drinking with friends.
Can also be called “out on the piss”
Anyway this program is a macro you can use to easily program a circle of any size in cutter compensation.

In the above main program the tool radius is stated as D17 and #1 is the required radius. #2 is the depth.
Now take a look in the subprogram.

Full Circle Macro
Firstly it swaps to incremental so you you can dig this hole wherever you want in your garden just say where.
It feeds to the Z depth you told it in #2.
Then it applies cutter compensation (you gave it the D offset in the main program).
Then the G3 tells it to mill a full counter clockwise circle .
Hey don’t forget the G1 on this line G1 G40 X-#1. You will get a nasty little alarm if you don’t you naughty boy.
This just cancels the compensation and goes back to the middle.
Then the G90 to swap you back to absolute (keep the place tidy your mom doesn’t work here)
Her is a nice video of the whole thing. Don’t you just love Vericut.
Watch the program step through to give you a full explanation of what’s going on.
Full Circle Macro
Hope you like my Macro. If you use it then keep updating it and making it better. Send me a copy when you perfect it.
A Note
In macro programs it’s the stuff you leave out that counts. What I mean by that is that the more you leave out of the macro program the more you can control externally.
If the feed-rate and D offset were in the macro program you would be stuck with them whenever you use this macro. Think about it.
It’s like my mother in-law without a divorce Im just stuck with her.
Here is how macro type programming is done on a Siemens control
If you want to learn about rads and chamfers on a Sinumeric Siemens 840D read this
Thanks
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre