This video explains how to set a CNC Machine Vice so that clocking is a thing of the past.
You all know this but I am going to tell you anyway. If you don’t then it’s OK to pretend you knew anyway.
It’s just a gentle reminder of what to do when work gets slack.
CNC Machine Vice
I want to make Clocking a CNC Machine Vice a thing of the past. At the risk of repeating myself (and I am allowed to at my age). At the CNC Training Centre we call it wasting time to save time. You could spend a day sorting some of this stuff out and the boss will be on your back saying “I need work out and you are playing around making tenons I can’t sell”
Firstly tell him to fuck off. Then explain that this will save you ten times whatever you spent on it and once it’s done, it’s done, no turning back.
By the way if he fires you for swearing at him then I agree. It’s not clever to swear.
But he is right about making the tenons for your CNC Machine Vice .
If you can buy them, then it really does work out cheaper. Like washing up liquid we all know the disaster and chaos that ensues when you buy a cheap brand washing up liquid.
Personally I use a dishwasher.
This is a true story, my mate Garry once threw all his dirty dishes in the dustbin because his dishwasher broke.
All you young people out there who wondered how we managed to fuck the planet for you. Well that’s how.
The irony is that now we blame you for not recycling your fuckin pot noodle containers.
The healthy alternative to Class A drugs
Does anyone know if you can recycle pot noodle containers?
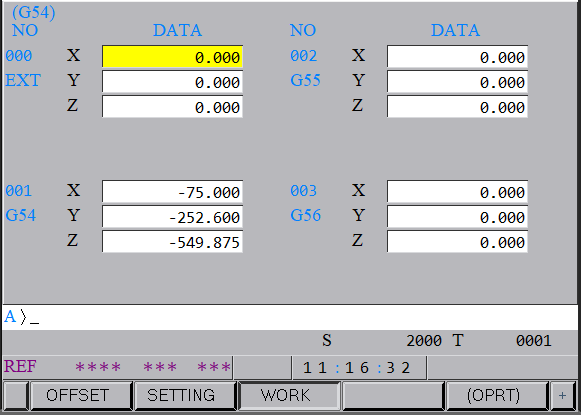
The video demonstrates setting a CNC Machine Vice. How to use G10 to input the datum in the programme so that the vice can be easily positioned and re-positioned if you have to move it part way through production.
Setting The Vice, The Program
If you don’t know how to use G10 in a programme read this.
Basically what it means is instead of going to your work offset page and writing it in, you input your offset in the programme with this nifty G10.
When the programme runs it writes to the work offset page. Effectively your offset is now fixed in the programme. You could go and alter it on your offset page but as soon as you run the programme it will replace it.
It’s like pulling the hairs out of your nostrils they just keep growing back.
The vice is located on the machine table with tenons and tee nuts.
Here are load of them spinning around for your entertainment.
You can buy these in as standard items or you may have to make them. It’s probably best to write a CNC programme and cut them off a bar in programme that way you can make as many as you want. You may even want to harden them for a long life.
My mate sells em down the pub and makes a fortune, real entrepreneur.
Setting A Vice (It’s So Easy)
Once these are attached to your CNC Machine Vice the position of your vice, and therefore your fixed jaw, will never change so you can fix the datum in the programme.
So that’s Y taken care of.
Slide the vice up to a solid tool-holder of your choice. The tool-holder is sent to a known position and the datum in X can be a fixed position too.
You can use G53 to send the machine to this known position.
Sorry, if you really must clock the vice and get it within nanometres then go ahead and clock out those tiny bits, it will still move a small amount when struck with a blunt object.
Just One Other Thing
Notice a G90 at the beginning of the G10 line?
What’s that all about then?
You didn’t know? Shame on you.
Well….. If you programmed a G91 (Incremental) it would actually add that amount to your existing datum.
So just in case, it’s best to have it there. Mummy knows best.
Use what you have, 10 years ago my big gripe with companies when I was looking at increasing productivity and improving production methods, was that there was little investment in new technologies.
I think that now things are a bit different, although there is still room for improvement.
Being the grumpy old, ageing, failed, rock star that I am, my moan now is that the technologies that people have invested in are not being used to the maximum capabilities.
These are some of my suggestions and your MD will love the fact that they all cost little or no money:
(1) Read the manuals on your CNC machine just the first few pages (not the boring health and safety shit, the next bit) bet you will learn something you didn’t know.
Maybe there are a few little gaps in your basic knowledge of CNC Programming?
(2) Now, about that probe in the carousel (covered in swarf and coolant) that no one knows how to use. Learn to use it. Come on there are loads of idiots like me posting free videos on this stuff. Once you use one I will guarantee you will never go back.
(3) Use What You Have and check out the settings on your Haas machine (I can always get people excited about what these can do) look at the Haas tips n tricks page on their website (you will learn loads of stuff to impress your mates, not at the pub though please.
(4) Make sure you are using the latest version of Edgecam (or your chosen CAM system). Edgecam and all software is evolving rapidly and you’re really missing out. Oh and if you have a maintenance contract check it out there is all sorts of free stuff (like training and user meetings).
(5) Try to make a point of learning something new every day. (I am 86 and I still do) write them all in a book so you can look back.
Please let me know how this goes, enter your comments below.
This article is about driven tools (sometimes known as live tooling) on a CNC Lathe and how we use G12.1 (G112) to mill shapes.
At the CNC Training centre we have a three day course which covers all aspects of driven tools on a CNC Lathe. You will learn about machines with a Y axis and machines that use a virtual Y axis. There is also a lot of advanced CNC Turning material too and you get to test it all out on your own virtual CNC machine.
Everything we do is demonstrated on a real machine.
Sub Spindle Machining
Y axis machining
Using a B axis
Axisl and radial drilling
Part transfer to sub spindle
Everything you wanted to know about mil turn machining but were just too embarassed to talk about.
By all means read on, in fact you’ll probably not need to do the course and waste your money!
A new CNC Machine is a very expensive investment even a simple two axis X Z lathe would represent a large investment to most companies.
If you want your lathe to be able to do milling with driven tools as well, then it will cost considerably more.
First of all you will need special holders for the driven tooling. That means the tools in your turret can rotate so you can have drills end mills taps all sorts of shit spinning around in your turret. Not all at once mind.
And you will need special holders for your driven tools like this to do axial holes (holes in the front face).
You will need a holder for driven tools like this to do radial holes.
So now when you turn a part you could mill some flats on it or maybe drill and tap some holes in the front face of the job.
You could even mill a radial slot or drill some radial holes.
This machine will need a rotary axis. Well it already has one its called the spindle and it has a great big chuck stuck to the end of it.
On this type of machine you will be able to lock into your spindle and it becomes a rotary axis. On your position display you will see X Z and C.
The C is the rotary axis.
You can even engage your handwheel and rotate it manually.
X50.236
Z25.235
C180.000
It is usually known as a C axis (Because it runs through the Z axis)
This works just like any other axis except it is programmed in decimal degrees. C90. is 90degrees. It works as a simultaneous axis so that means you could program a Z move along with a C move.
G1 Z-30. C1080.
Your C axis would do three full turns (360 x 3 = 1080).
Meanwhile your Z is moving 30mm that is 10mm every turn.
That gives you a spiral with a 10mm pitch.
You can program angles down to .001 of a degree like C123.456
By the way these are all machines that don’t have a Y Axis.
The X axis is moving in and out and the C axis is rotating and magically the hexagon is produced.
Soooo…. no Y axis?
Sometimes known as Cartesian to Polar Coordinate Transformation.
Google it if you don’t believe me and no it’s not a sex change or something out of Doctor Who.
Thanks to forbiddenplanet.com
You would be forgiven for thinking you need a CAD/CAM system to produce this result.
The answer is yes and no. A CAD/CAM system would produce a bucket full of code to do this.
But actually you don’t need it.
This is what you need………
G112 and G12.1
G112 (G113) or G12.1 (G13.1) comes to the rescue. It kind of turns your lathe into a virtual milling machine.
Once you activate G12.1 or G112 (depending on your control) you can write a program just like on a CNC milling machine.
Now this does vary from one control to another so please smart arses back off. I’m just trying to make an honest living here.
If you want to go feed the cat at this point I’ll forgive you.
A gratuitous silly animal picture for all you pussy lovers. (David please, please save this crap for Facebook. No one laughs at your childish sexual inuendo either )
This is the program.
:0001 (MILL HEX SAMPLE)
M98 P600 (TOOL CHANGE POSITION)
T0505 (16MM ENDMILL)
M91 (ENGAGE C) G98(FEED PER MIN) G97 S100 M4 (Start Spindle 1000 RPM) G0 X100. Z-5. C0. M8 S1500
So let’s first of all see how it would look if you programmed it in X and Y on a CNCMill.
Ok so I’ll go make a cup of coffee while you digest the above.
………………….
I’m back now.
So all you do is double all your X figures (because you are in the diameter mode).
Then you put a C in the place of Y.
And you have what is below.
Stupid you say. Why do they do that? Well you better write to Mr Fanuc and ask him. Some machines like Mazaks just let you program it in X and Y just like it’s on a milling machine.
Hitachi Seiki is the same.
But sorry it’s what we are stuck with.
Template Program
So once you get your head around how all this works I suggest you make a template program.
Once you have a program that works in your machine it’s real easy to come back to it and modify it for another job.
Also there are lots of things, like changing from feed per rev to feed per minute, that you need to remember to do. If these are all in a template program you won’t get into any of those annoying situations.
You could put all the stuff you need in a sub program and call it before you start using your driven tools. That way you could use it each time you use driven tools.
This is a sample part. They are producing some real high precision parts for racing motorbikes on this beast. This is a test program we ran on it.
So back to driven tools (live tooling). So if you don’t go for a Y axis you save shit loads of money and you get to buy a Lambo.
There is more to it though. If you don’t have a Y axis there are restrictions on what you can do radially.
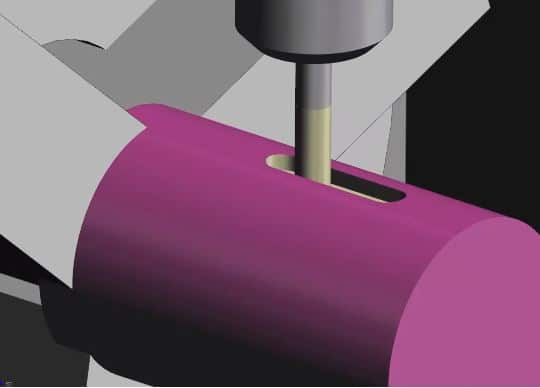
Like this slot.
You couldn’t do this without a Y Axis. You would only be able to slot sideways by moving your Z axis. That means you need your cutter to be exactly on centre and if it’s over size then your stuffed I’m afraid.
So if you have a Y axis you have choices but it does work out to be an expensive machine.
When you have a Y axis you can program with or without it. For larger profiles on the front face of the job (Axial) you more than likely won’t have enough movement on your X and Y axis to cover it. The G12 option is then going to be best.
All Without a Y Axis
If you want one of these I can make you one. Would look nice on your desk.
A Few Disadvantages
Driven tools need holders and they are expensive. Oh and you will soon run out of stations if you are doing lots of drilling and tapping for example.
Radial Holes
1 Spot Drill
1 Drill
1 Tap
Axial Holes
1 Spot Drill
1 Drill
1 Tap
That’s six holder!!!
A lot of cash.
These guys may help you. This is like the Arnold Schwarzenegger of turrets armed to the fuckin teeth.
Machine Tool Supplies
You can even get multi station ones like these. (Make sure you look to see if you need a Y axis or not.)
EWS Tool Technologies
More Disadvantages
You need a high level of skill to set, operate and prove out when using driven tools. Obviously that doesn’t include you cos you read my articles.
Driven Tools (Live Tooling)
Just one other point before you go. Now it’s no good me telling you to be careful not to crash your machine. If you do then it’s really important not to pretend it never happened or blame it on your mother.
Once the alignment is out then you are going to have loads of trouble. So you need to keep these machines in tip top condition, and the alignment must be spot on. The slightest bump then you need to check it.
Some machines are more sensitive than others it’s easy done just a sneeze on the turret and it’s completely shagged.
If you have no Y axis then the centreline of the tools is absolutely crucial and I can’t stress the importance of this enough. Most of the problems with these machines will come back to alignment, so make that the first check you do.
Now I’m no exception to this rule. I’ll call it “The Y Axis Trick” or it might be just the opportunity to wear spandex.
When you have a Y axis you must always include a Y axis move when you first bring in a tool (even if you aint using it).
G0 X50. Y0 Z3.
Why??? You ask
Because if there is an offset in the Y axis it well stay in that position. If your last tool had 0.1 in the Y axis offset then your tool will remain 0.1 off centre.
If you don’t program a Y axis move to zero (Y0) the Y stays where it is.
It’s one of the first things I would look at when there is an alignment issue just check the position display (it’s a give away).
In Conclusion
Sorry there is no real conclusion but I didn’t know what to put for a title.
For those who like conclusions……
I now fully get this driven tool bullshit so therefore stick the course up your fat arse.
The CNC Training Centre is a partner to Edgecam and are always working with the latest features of this innovative software. We can offer either Edgecam support on-site or Edgecam support off- site.
Lots of customers buy Edgecam and complete the standard Edgecam training modules.
After completing these modules they then find it’s not quite so easy when it comes to implementing Edgecam in their day-to-day machining. This gets put off and suddenly the guy who signed over the budget to buy Edgecam wonders why he didn’t just buy himself new car instead (well it might be second-hand).
One of the massive problems with any new technology in our day-to-day lives is we don’t get to use it properly. This can be due to several things but the most common is lack of time.
It’s easy to just scratch the surface or worse still leave it in the box. Now, honestly how many gadgets did you buy and never get round to using them? Come on we all did it. My misses still nags me about the George Foreman grill I bought, I think we ended up with a takeaway that night.
Anyway it’s time to change all that. We can offer you Edgecam support but sorry I can’t get you on that exercise bike, anyway you’d only break it.
If you want to come away from your busy environment with all its distractions then offsite training will be best for you.
It’s always best to give us loads of information before you start. Models, drawings, machine types, tooling, bank pin numbers.
That way we can work the way I prefer to work which is on real life components.
If you opt for on site training then we can really get down to the serious stuff. Link your machines properly to Edgecam with post processors that churn out code the way you like it. Code that is easy to read. Code that looks the same as hand written code with comments and well spaced out (not as in Ozzy Osbourne).
This way you will end up with real life working parts that you can use as templates for other projects.
On the job Edgecam support means that we don’t teach you, you learn. In other words we find real life problems that you encounter every day and sort them out there and then. And, because you make the mistakes the brain pathways are opened up permanently.
I am sure you have all been on training course where you only remember the first couple of hours of a three-day course.
That is because you didn’t make any mistakes in the real world.
When you make mistakes that’s when you really start to learn, that is providing you don’t kill yourself in the process.
So don’t hesitate talk to me today about getting your Edgecam system working efficiently linking directly to all your resources. Tooling, modelling CNC code and post processor.
This system can work brilliantly for you. We call it wasting time to save time. In other words we do all the stuff we need to do to get Edgecam running great.
At the end of the month when we need to get work out this would be perceived as a waste of time. Anyway when we have everything set up correctly Edgecam really starts to sing.
Every career has to start somewhere. In the world of CNC Machining it’s sometimes difficult to know where to start as a cnc machine operator.
So Where Do You Start?
“Where shall I begin, please your Majesty?” asked the White Rabbit.
“Begin at the beginning,” the King said gravely, “and go on till you come to the end: then stop.”
The perfect route would be just like me in the old days.
When I started at Rolls Royce in 1970. I phoned up Mr Rolls, or was it Mr Royce, and said “can you give me an apprenticeship?”
Fortunately he didn’t pick up on the fact that I was a lazy piece of shit and he gave me a job.
At the end of it all I got to earn £60 a week and had the “Freedom of The City”
When I asked what “Freedom of the City” actually meant, I was told that one of the perks was that I could drive my sheep across the common, in Coventry, whenever I wanted.
I was so pleased to be informed of this and couldn’t wait to get home to tell my mum and my dad.
Once the harsh reality hit and I realised I had no sheep, in fact no livestock at all.
I had a Guinea pig and was still mourning the death of my hamsters, Steven.
Hamsters
What the fuck is it with hamsters has anyone ever had one that lived more than eighteen months?
Is it gods way of helping children to come to terms with death?
I spent half my childhood years at hamster funerals, one friend or another would lose a beloved hamster almost weekly.
I wish I’d set up a business selling them I’d have made a fortune instead of spending my time writing all this crap.
They should have a fuckin expiry date tattooed on their ears or something so at least you could prepare yourself for their inevitable demise.
I blame my mother who wouldn’t let me have a Gerbil because they had long tails and she said that frightened her.
I mean she could have had the fuckin tail surgically removed cheaper than the cost of buying another bloody hamster every few months.
Hands off my fuckin tail I’ll ring the RSPCA you bastard
The Fast-Track Route (CNC Operator)
So what if you don’t have time for an apprenticeship? You just want to get in there.
I have found that in engineering the most important thing is that you can do the job. Once you prove that your in.
No one really gives a flying shit weather you have a PHD, or a Grade One Swimming Certificate and a badge that says “I’ve been a Good Boy” from when you had your Polio vaccination.
At some point you need to find a company that will give you an opportunity as an absolute novice. Fortunately there are still plenty of these around.
Look for a company that has all the machines you want to work on. Then try and get a job, even if it’s only cleaning the shit-houses. Lots of people have started off in companies doing simple tasks like de-burring parts and then move on to the job they really want.
CNC Training Centre
I would recommend that you start by doing this course with us.
Your time will come. Keep listening and learning and watching.
YouTube has loads of CNC related stuff. You can learn about tooling and machining. When the opportunities come you will be ready.
CNC Operator, The Catch
You don’t have experience even though there are loads CNC operator jobs
Well yes this is a problem.
So What is, in your favour?
Don’t forget it’s not just about operating a machine.
You are reliable.
You can you get out of bed in the morning and you are never late.
Tidy worker?
Friendly?
Will you do overtime if asked?
The list goes on so sell your good points and don’t forget the fact that you trained with us and it was on your own initiative and enthusiasm.
Direct potential employers to this website to let them look at what you have already done.
You’ll get a certificate of completion so make sure you show them this.
Above all no bullshit. Make sure you don’t exaggerate. If you bulshit, everyone will end up dissapointed and your confidence will take a massive knock.
They will more than likely recognise the CNC Training Centre and may have had staff train here.
Next Step (Become CNC Operator)
Once you get a job as a CNC Operator don’t just read the newspaper (younger readers may need to google “newspaper”). Or piss around with your mobile phone all day.
Read the programme
Look at the modal G Codes
Try n work out what the machine is doing
Ask for a printout of the programme.
Ask loads of questions
Pay attention when someone is setting your machine for you.
Make sure you show a real interest in what’s going on.
When opportunities arrive to progress, and they will, you will be ready.
One day when you ask your setter to adjust something like an offset he will be too busy. This is when you get your chance.


 If you don’t know how to use G10 in a programme read this.
If you don’t know how to use G10 in a programme read this.