G98 and G99 It’s About Jumping Things
Category : Beginners Fanuc Mill Haas Mill Mazak Mill New Stuff
G98 and G99 It’s About Jumping Things
G98 and G99, a canned cycle is usually one line of code for example to drill a hole. This one line of code tells the machine all it needs to know about drilling my holes.
- Depth
- Feed-rate
- A point in the Z axis to rapid to before drilling
- Point to rapid back to after drilling

What happens then is each time you give the machine a new position it will drill one of these holes.
This is great because you don’t have to worry about what’s going to happen.
Each hole will be identical unless you change one of the parameters in the cycle like the Z depth or the feed-rate.
Therefore if on one hole you put a different Z depth that hole and all subsequent holes will be to the new depth.
Easy As ABC
So all in all it’s a really easy way to drill holes. You tell it what you want and then each time you give a position you get a hole. Then when you get sick of drilling holes you type in G80 and it stops drilling holes.
Machine says “OK this turkey doesn’t want anymore holes” so from now on when the machine moves to a position nothing happens.

Mitsubishi Carbide
There are loads of Canned Cycles I can’t be bothered to tell you about them all cos I’m going out tonight otherwise I would explain them all. If you scrat around this website for a while you’ll find them all.
Anyway they all do different shit.
They all work in the same way but with some variations.
Now the video at the bottom of the page is about G98 and G99.
G98 and G99 are in all of the drilling and tapping cycles. You have one or the other. You can even miss it out if you can’t be arsed with it.
OK so assuming I want it, what does it do?
You may well ask.
I know for a fact that some of you, and I won’t mention names, put this on the line with the canned cycle but you ain’t got a clue what it does. Maybe you don’t even put it in because you’re frightened of what it might do..

Now’s the time to learn or you will have it on your conscience for the rest of your life.
By the way if you don’t give a flying shit what it does then I wouldn’t waste anymore time reading this.
Here is a lovely video on kittens for you to watch. Off you go.
G98 and G99 How it works.
If you prefer dogs read on.

- First of all the tool will rapid to what we call an initial point which the control remembers ready in case you decide to program G98. (This is the last Z move you made before the cycle is called).
- The tool will then rapid down close to the hole (this is called the R point). Don’t make this too far away or you will waste movement.
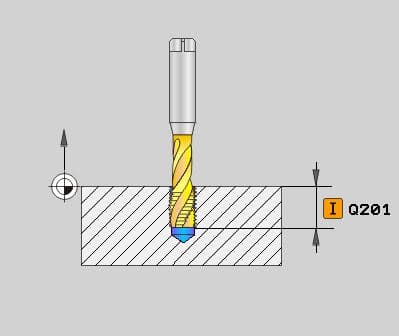
- Tool feeds down in Z to the Z depth at the feed-rate you specified.
- Then the tool will rapid back out of the hole. It can either rapid out to initial point (1) or the R point (2) depending on if you programmed G98 or G99.
Now if you program G99 it returns to the R point (2)
If you program G98 it returns to the initial point (1)
OK why on earth would I want that? Maybe you wish you had chosen to watch the kittens video, but read on.
Well……. if you made that initial point 50mm above the job (about 2 inches) and the rapid point was 1mm above the job (.040 inches).
You could drill all your holes in G99 and the drill would each time return to 1mm (.040 inches) above the part.
If you add a clamp to jump over just put G98 on the hole before and it will jump to 50mm (2 inches) above the part. Oh and it misses the clamp.
Change back to G99 and it stays down returning to 1mm (0.040 inches) above the part.
Admit it, you like it don’t you?
Please don’t try this at home by the way.
Get it? So you eliminate wasted moves. Good init.

Oh and here is my video it explains how to use G98 and G99 to jump over clamps on a fixture.
The video is shit by the way but I had to learn (it’s been ages ago).
If you are completely crazy and you like this video, please don’t forget to subscribe to my YouTube channel by going to: CNC Training Centre
Please contact me if you require:
- CNC programming training.
- Want to learn CNC programming.
- Fanuc control training.
- Yasnac programming training.
- Any type of CNC course.
- Fanuc training courses
- CNC lathe training
- CNC Vertical Machining Centre training
- Siemens Training
- Hatha Yoga
- Flower arranging
Services offered at CNC Training Centre
Classroom programmer training.
CNC Training on all controls and machines.
Mazak Training Fanuc Training
Don’t forget we offer training on all types of Mazak Machines and all Fanuc Controls 6m to 31i Oi old to young.