Full Circle Macro Program on a Fanuc Type Control
Full Circle Macro
When we program G2 and G3 on a Fanuc type control an end point is required and a radius.

The control can then miraculously fit in the circular move. Sometimes on training course my students have read stuff on the Internet about I J and K.
My stock answer is unless you are working on a really old machine and I mean dog shit old you wont need it.
Towards the end of the programming course I admit to lying and drop the bombshell that maybe they do need to know just a little bit about I J and K.

Look at this article if you want to know what it is right now.
Anyway you can actually live your whole life and never worry your pretty little head with such crap as I J and K.
My mother is 96 and if you ask her about I J and K values she would not have a clue what you are on about.
What about a full circle? your smart arsed friend will ask.
Easy you program it in two halves.
Actually I think it is a bit of a cop out because there is a very easy way. I’m not explaining it again cos its in this article. Oh and it’s piss easy.
Piss can be used in many contexts.
In England if your mate is pissed it means he is intoxicated. In America I believe it means he is unhappy.
To say “I can piss it” means I can do it without any effort.
“Piss easy” means easy like taking a piss (urinating for the posh engineers)
“Piss fit” means a loose fit (Engineering technical term).
“It pisses in” means it goes in with ease
“Piss off” means go away.
“On the piss” means out drinking with friends.
Can also be called “out on the piss”
Anyway this program is a macro you can use to easily program a circle of any size in cutter compensation.

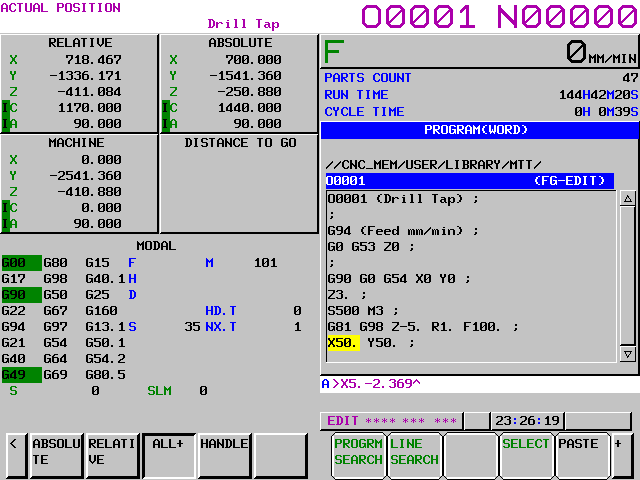
In the above main program the tool radius is stated as D17 and #1 is the required radius. #2 is the depth.
Now take a look in the subprogram.

Full Circle Macro
Firstly it swaps to incremental so you you can dig this hole wherever you want in your garden just say where.
It feeds to the Z depth you told it in #2.
Then it applies cutter compensation (you gave it the D offset in the main program).
Then the G3 tells it to mill a full counter clockwise circle .
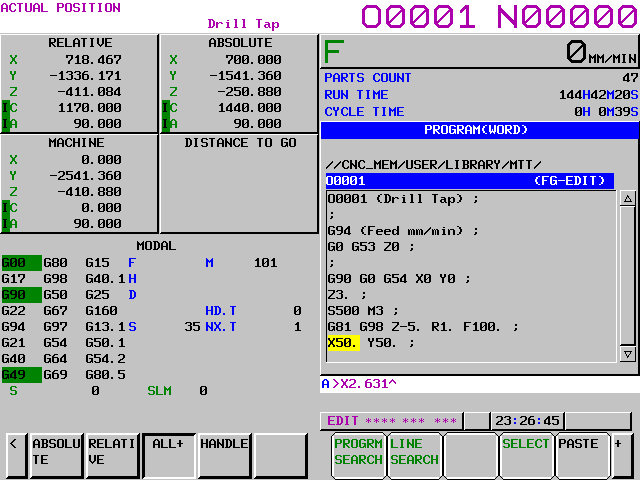
Hey don’t forget the G1 on this line G1 G40 X-#1. You will get a nasty little alarm if you don’t you naughty boy.
This just cancels the compensation and goes back to the middle.
Then the G90 to swap you back to absolute (keep the place tidy your mom doesn’t work here)
Her is a nice video of the whole thing. Don’t you just love Vericut.
Watch the program step through to give you a full explanation of what’s going on.
Full Circle Macro
Hope you like my Macro. If you use it then keep updating it and making it better. Send me a copy when you perfect it.
A Note
In macro programs it’s the stuff you leave out that counts. What I mean by that is that the more you leave out of the macro program the more you can control externally.
If the feed-rate and D offset were in the macro program you would be stuck with them whenever you use this macro. Think about it.
It’s like my mother in-law without a divorce Im just stuck with her.
Here is how macro type programming is done on a Siemens control
If you want to learn about rads and chamfers on a Sinumeric Siemens 840D read this
Thanks
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre