Takisawa TC 200
Category : News
Takisawa Training
Recently got to work in Skegness which is a bit of an awkward drive for me. Anyway it was well worth the drive to get to work on a Takisawa CNC Lathe. This little beast has a very compact footprint. I recon it was once used with a Robot because it had a power operated door. It’s a Takisawa Tc 200

This is not the actual one but you could buy this and many others machines at:

Thanks for letting me use your picture.
Electric Door
Can’t really see the point of this. It’s like these people you see with their automatically closing boot on the car, I mean for fuck sake can’t people even close their own boot on the car.
They look at you like you live in a fuckin cave, closing your boot or tailgate using your hands no less.
Anyway I recon if you have one of these you need to be really careful when it closes as you might literally be running round like a headless chicken or even worse imagine if you trapped your bollocks in it.

Come on now did you really think I’d put up a picture of a headless chicken?
Oh and at the end of the program the door opens up for you. Mmm that’s quite impressive. Well apart from the fact that it scared the shit out of me at the end of every program especially as I’m usually leaning on the door.
This machine has some strange quirks, but then don’t they all. Setting tools is a bit convoluted but I can see the logic.
To start with the turret must be at zero return when the arm is brought down.
It will then jump to the correct offset and display the geometry screen, very nice. It’s a pain in the arse if you forget as it will still work but it doesn’t record the offset. Having put you through all this rigmarole it still lets you index the turret with the arm down and in any position so be careful.
I shouldn’t moan too much because it does have some common sense built in.
1 The feed-rate is locked in at 30mm per minute when you use the jog button and the rapid is restricted to minimum (phew).
2 Also it zeros out the wear when you measure a tool. Oh and smart arses note not all controls do this.
We did actually rapid the tool into the arm and it stopped, fuckin scary. Still at least I now know what happens when you do it (Thanks Dave). That’s not me by the way, no one ever gets to call me Dave.
This machine has driven tools on every other station and it’s got a C Axis. Always good fun.
Alignment Takisawa TC 200
I can’t stress how important it is to get your machine properly aligned if you have driven tools.
If you have a beat up old two axis CNC lathe you can bump and bash the fuck out of it and then just stuff a bit of packing under the tools to get them on centre. You’ll probably get away with it. Oh but don’t try and drill any small holes or any tapping as you will have more chance of passing a camel through the eye of a needle to quote a famous book.
Anyway on this machine the service engineer did a great job and got everything nicely aligned and on centre for us.
Takisawa Training
This Takisawa machine has a twelve station turret which is great but…… and there often is one. It means that the tools are very close together so you always have to watch your back.
What I mean is the tool next to the one your using might decide to hit the chuck if you are too close.
Some Mazak lathes are like this so beware.
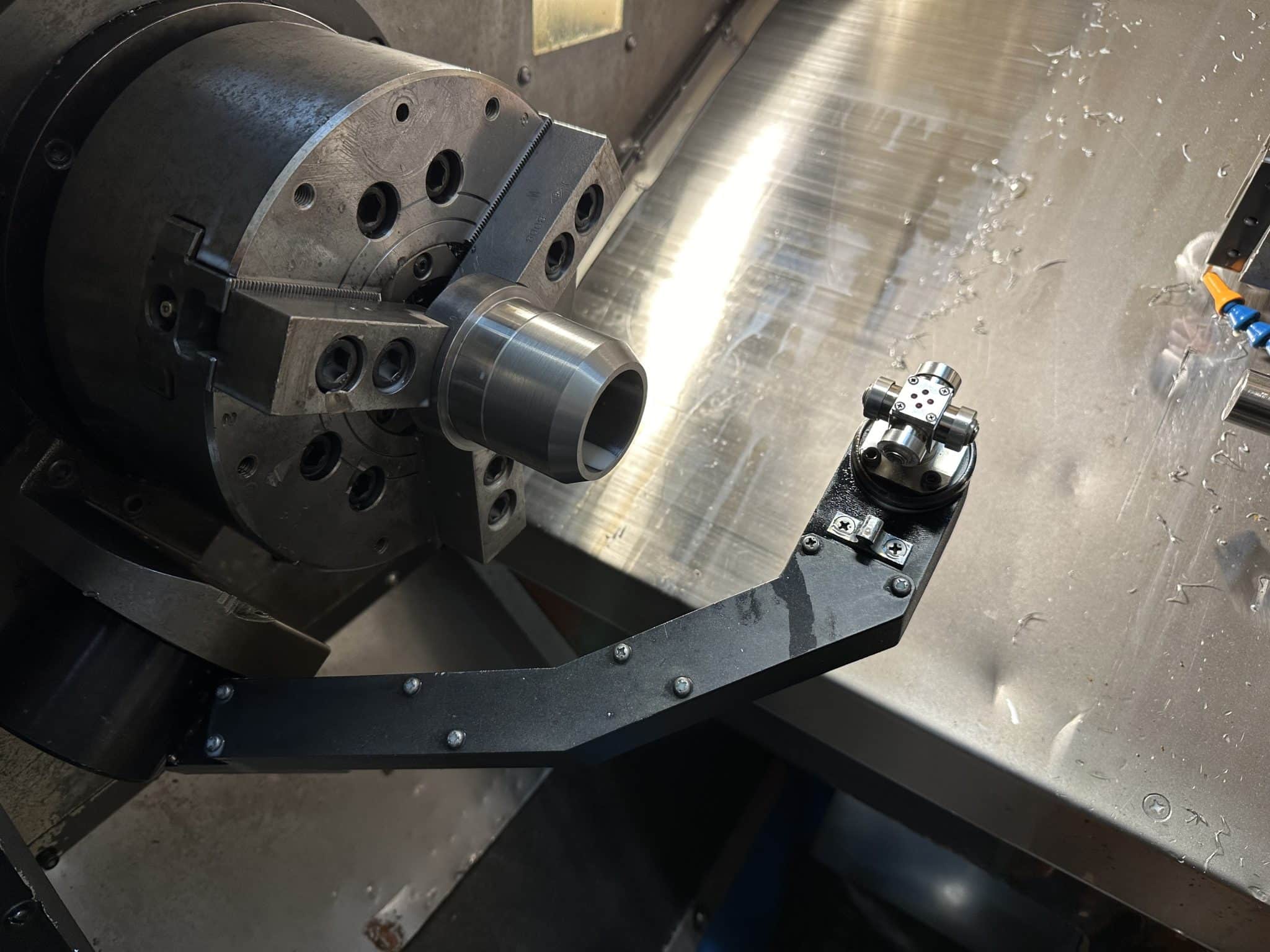
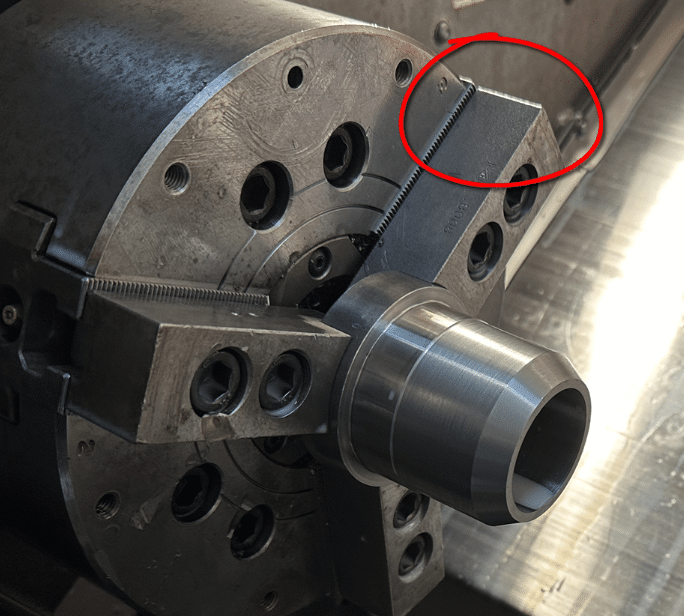
NO OVERHANGING JAWS
Even though everyone does it, your chuck jaws should never protrude past the full diameter of the chuck body. If you don’t believe me read the manual, you know it’s that book you used under one leg of the machine to stop it rocking in G96.
So you have been warned. With hard jaws I admit it is almost impossible. I would recommend taking everything out of the turret that you are not using.
Also keep an eye on the tool measurement arm as protruding chuck jaws can clobber that too.
Takisawa Training WorkShift
Setting the work-shift is fuckin weird on this machine but I think all Takisawa use the same method. Lets say different not weird and less of the foul language please David.
Firstly make sure the turret is at zero return in X and Z (it won’t work otherwise). This machine loves its zero return position.

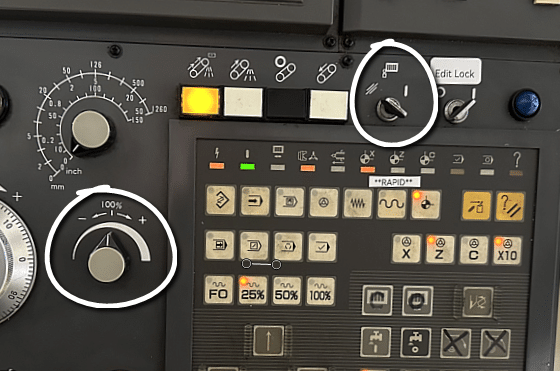
Then throw this switch.

The WorkShift screen will automatically show. Simply move any tool to where you want Z zero and bash this button….. Job done.

Tailstock
This particular machine has a tailstock.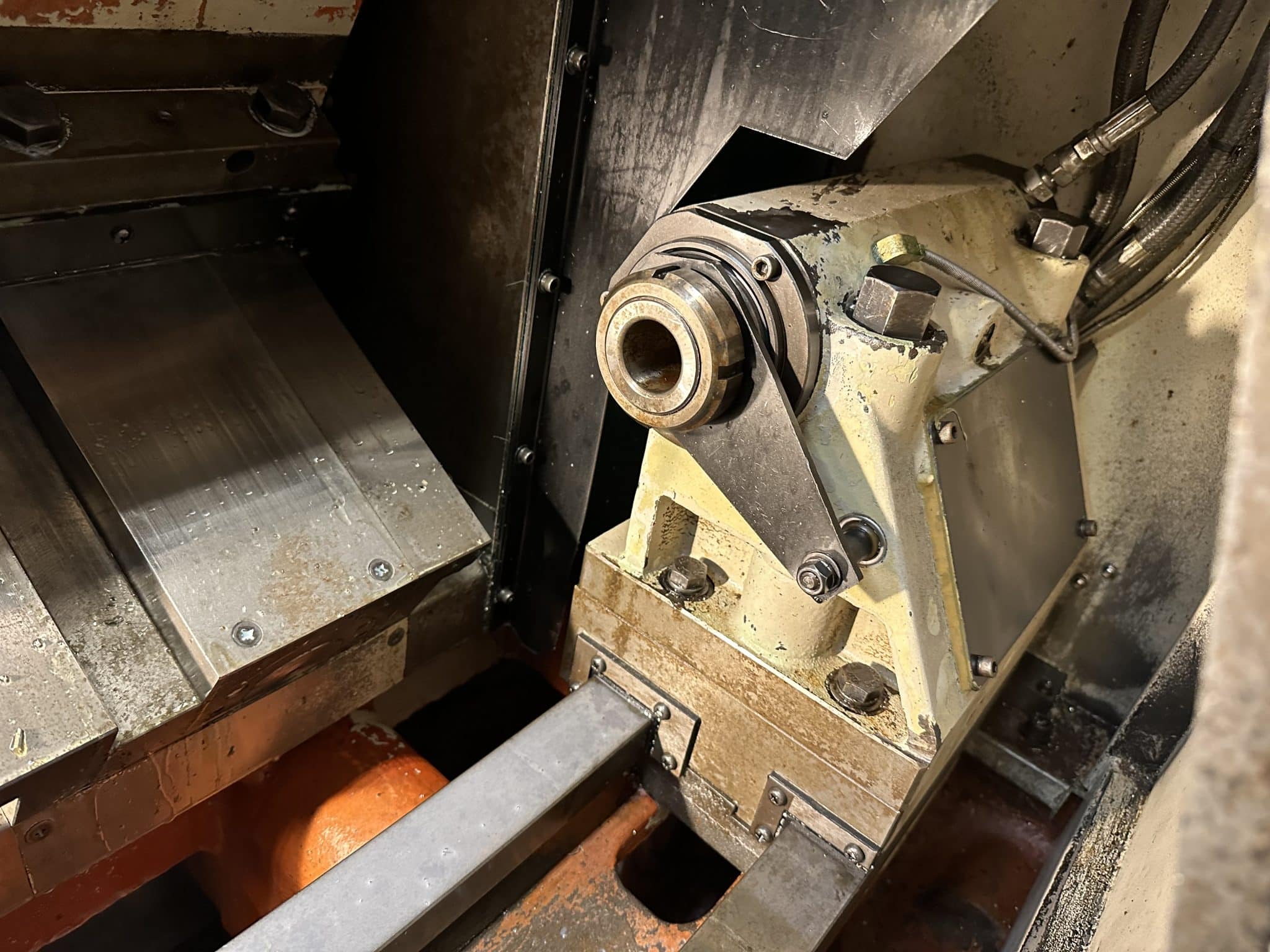
A tailstock for the uninitiated is a big lump of metal at the end of the machine that gets in the way. It also has a pedal that makes it do things and you keep getting it mixed up when you open the chuck. Not sure what they are for but try to ignore it.
Well Actually They are Useful For long Jobs
This one is not like a drag n drop type thing. What you do is you move it to where you want to use it, bolt it down, and then program M10 and M11 to move the quill in and out.
It’s always a good idea on this style of machine to program an M11 or whatever is needed to bring back the quill at the very beginning of the program. This is to make sure, if the quill is left out for some reason, the first thing it does is pull it back in.
There are loads of things I don’t know about CNC machines, I mean I don’t say this to people I’m about to train but every time I train some one on a machine I see a few more things I didn’t know.
I Didn’t Know This
This machine has to have an M22 at the beginning of the program otherwise it won’t run. I put out a post on LinkedIn to see if anyone could give me more info on it but to no avail.
I hate having to say to people “well it’s just got to be there”
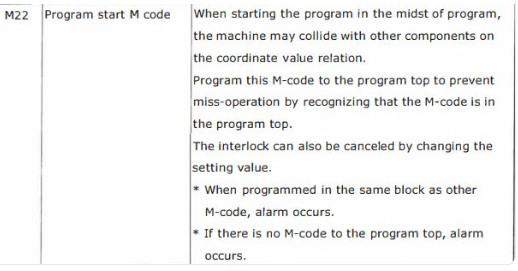
Anyway if you know more about it then message me.
Fast Spindle
Oh yea the Max spindle speed on this CNC Lathe is 5000 rpm. Fuckin hell…. I only got to 3500 and bottled out so I’m not even sure if that’s right.
C Axis
The C axis can be engaged by this button from this little panel or M76 in MDI.
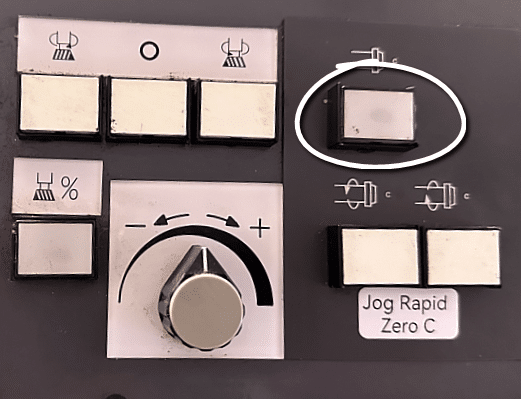
These two buttons will jog or rapid the C axis depending on which mode you select (jog or rapid)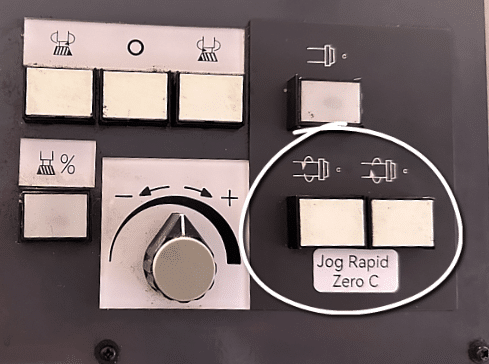
You can start your driven tools from here too, how nice.
This Takisawa CNC Lathe has a potentiometer for starting the spindles manually so you don’t program the speed in MDI before you manually start the spindle. The potentiometer still doubles as a spindle percentage override but you actually switch the override on and off with this.
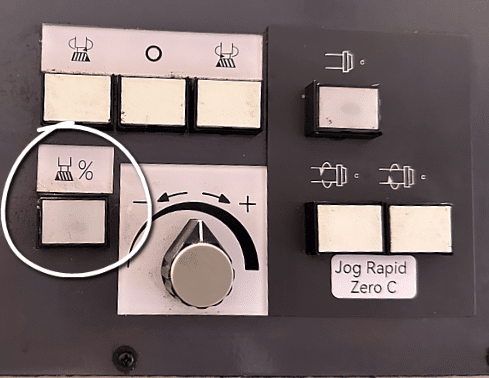
Main spindle works on the same principle. Press this button to turn potentiometer to spindle percentage override.

You need to be careful you don’t start the spindle too fast and potentially shit your pants when it’s way too fast.
Takisawa Training
On a CNC Lathe when you want the chuck to grip a part on the inside you normally have a key switch but on this machine it’s a bit different. First of all you issue M89 in MDI you then press cycle start and the M89 sits there laughing at you. The cycle light stays on. It’s ok don’t panic I know you are thinking “shall I ring my mum”.
No no it’s ok your in safe hands just hit RESET, depress the chuck pedal a couple of times and that’s it. You did it. Strange but true.
When you know, you know.
The Japanese Are Very Clever People
Although sometimes I don’t follow Japanese logic. This CNC Lathe seems very safety conscious. It would have got on great with my mum.
Also they did invent the “Karate Kid” which is a great movie.
Slow rapid with the door open.
Only index turret with the door closed
Can’t start spindle with the door open.
Hand-wheel holy fuckin shit what is going on there
(0.01 increment is the maximum yes you heard it 0.01)
I mean if you superglued the turret to a fuckin slug it would move faster. It effectively makes the hand-wheel a useless piece of shit. Sorry Mr Takisawa but someone needs to tell you. Even my mother would have got pissed off with the speed of this thing.
These guys should try out a Haas, 1mm increment on the hand wheel shit off a stick springs to mind.
Now that’s what I call a goddam hand-wheel it’s the Lamborghini of hand wheels and you need to be over 18 with a clean drivers licence to use it.

Takisawa Training
Anyway enough said. Once you turn this baby (that’s the guy in the circle below).
Suddenly the machine takes a massive snort of pure cocaine.
“Health and safety, piss off, let’s get on with this”
- Spindle works with door open
- Turret indexes
- Jog works
- Rapid works at 25%
- You can even run a program with the door open!!!
- MDI works
Suddenly this Takisawa machine got it’s kit off. The parents are away for the weekend let’s party.
Sadly no improvement on that sad fuckin hand-wheel (still in intensive care).
Takisawa Tool Pre-setter
I had to adjust the tool pre-setter on this machine.
The best method I have found to do this is to first of all get the geometry for a turning tool absolutely bang on using cut and measure.
Test this by cutting a part. So this offset is correct, you now need to store this figure in an unused offset. You could even write it down, for the younger readers this is done with a pen. Take a picture if you want, no not of your arse or a dick-pic, one of the offset.
Now you have a target figure when you measure the tool with the tool pre-setter you know what it should be.
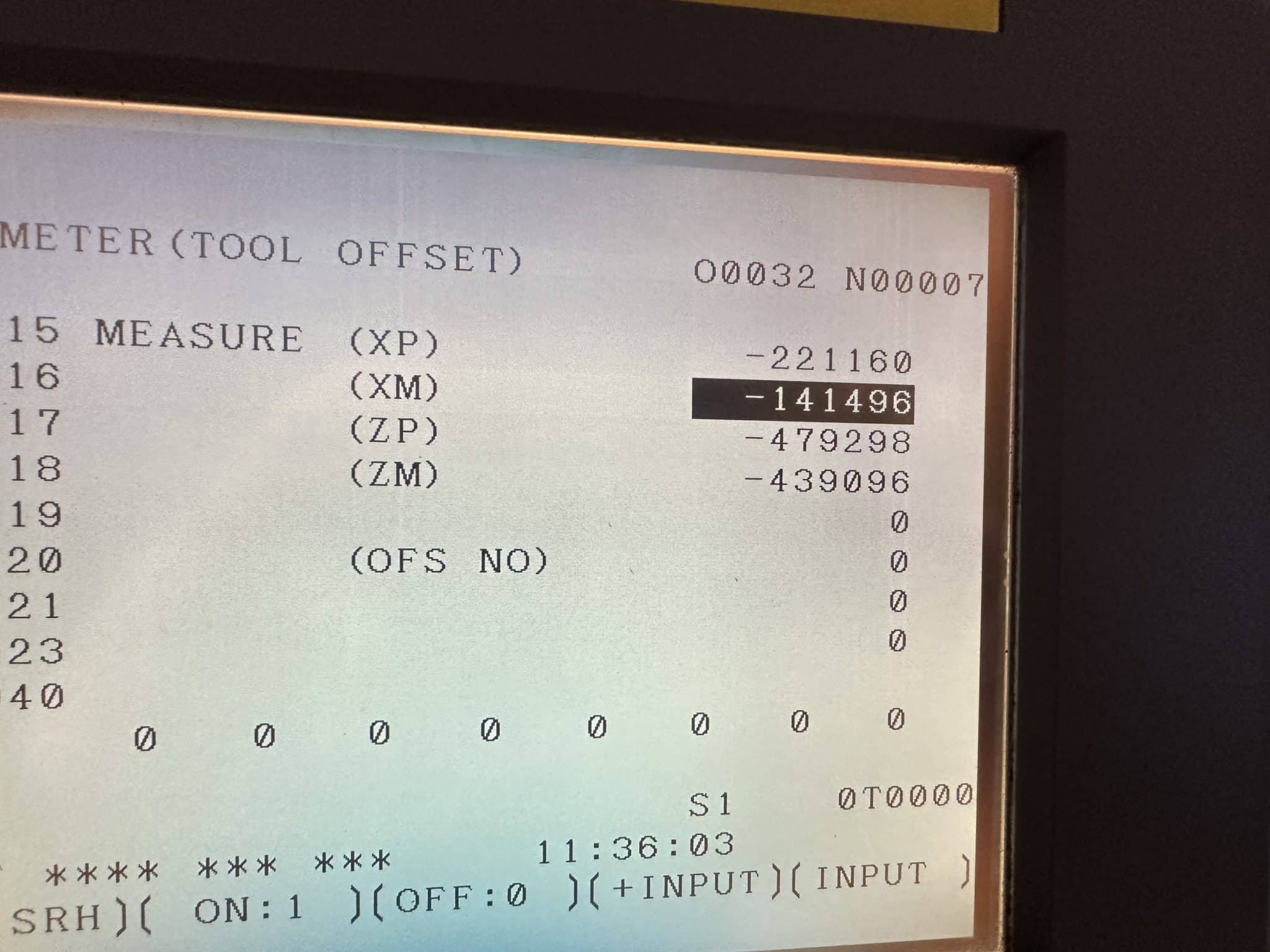
Takisawa Fanuc 21i uses these four parameters
XP is the outer X
XM is the inner X
ZP is the left hand Z
ZM is the right hand Z
Suck It n See
Best thing to do here is adjust the figure you fancy by a large amount say 10mm then check tool and see what it does to the offset. From then on you will know exactly how the adjustment works.
Don’t forget this number is and integer. Ha ha got you there, be honest you had to google that. Never mind thicko.
This means no decimal point.
-141496
Is actually -141.496 so just miss out the decimal point.
Oh and sorry for calling you thicko. You’ll just have to live with it.
Above All Have Fun
It is definitely worth spending time getting to know how to do this. It will definitely be useful in the future and the more you do it the better you get.
Drink More Kids It’s Good for You
It’s a bit like drinking, even Ozzy Osbourne got pissed on a few pints when he was really young but look at him now. Listen up kids this could be you.
All in all it was a great trip to Skegness these guys gave me a great place to stay and as much tea n coffee as I could drink as well as mince pies.
Oh yea forgot to mention they even gave me accomodation in the form of a log cabin. Much too posh for me but I did remember to clean the place before leaving.
Didn’t really see much of Skegness but I hear it’s nice. Stick of rock would’ve been nice.
4 Comments
Phil Sherlow
February 16, 2024 at 11:21 pmI used various takisawa lathes for 10 years and I could never understand why you had to put m16 at every tool change to activate turret logic (what a pain)why wasn’t it in the software
David
March 5, 2024 at 5:18 pmI know certainly confused me, thanks Phil
Dave Taylor
February 19, 2024 at 2:21 pmThanks for the training David and also a great read with this article. It will be handy when i have a “thicko” day and forget something!
Pleased i managed to teach you something in the form of “Rapid the tool into the setter” and it stops!(Thank fuck for that eh) Could of took some explaining!!
I actually had the machine spindle running at 4000rpm today for some deep small diameter drilling. I did indeed “Shit myself” As it sounded like it was going to fucking take off!
Anyway, thanks again. All the best Dave (TCE)
David
March 5, 2024 at 5:17 pmNice to hear from you Dave hope your doing well and enjoying the beast