CNC Case Study Project Case Studies
Simple parts are Sometimes the Most Challenging
 |
 |
All that was needed on this part was to machine a simple chamfer.
The machining cycle would be very quick therefore loading needed to be fast. It needed to be simple, quick and reliable.
Oh and did I mention the whole project was on a very tight budget.
Watch this case study video.
Case Studies Bathroom Fittings
 |
 |
Bath, sink and Bidet taps were being produced on a 5-axis machine with a typical batch size of 20 to 30 components. The customer needed to half the machining time to make the manufacturing cost effective in the UK.
It was possible to reduce cycle time using the current method but not by enough. This method would have been ideal if the customer had needed the flexibility of producing very short batches of components.
In order to obtain the drastic savings required a cell of 4 small vertical machining centres were procured. The machines were arranged in a circle with components loaded to a manual pallet changer on each machine. Parts were broken down into more presentations. Each presentation had more components. This much reduced non-cutting time in the machine cycle.
Because of the manual pallet change system, setup times were also drastically reduced. The method could then work much like an FMS system. Each setup was stored away in a racking system. Each pallet was fully loaded and ready to run at short notice.
The method was so successful that the customer replicated it throughout his entire workshop. This was done over a two-year period.
Case Studies Railway Carriage Bogies
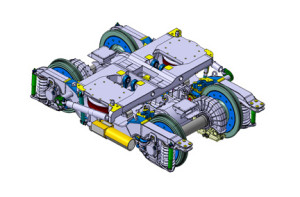
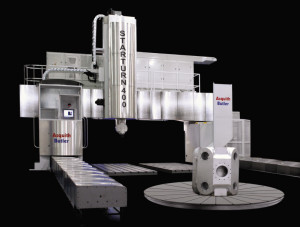
The customer manufactured bogie wheel sets for the railway industry. The machine used was an Asquith Starcut gantry type machine. This is a large machine have a 15 x 8 metre machining area.
The average cycle time for these frames was between 7 and 8 hours. The customer was considering rationalising its manufacturing facility. They also considered machining these parts in Poland or China. This would reduce present costs considerably. The downside being the loss of flexibility and many other added problems.
After careful studying of the machining process over a two-week period it was found that large savings could be made:
- Cutting tools were years out of date.
- CNC programmes were inefficient and wasteful.
- Set-up times were very slow.
CNC programmes were rationalised, new set-up methods introduced. A variety of tooling companies were called in to look at the latest tooling technology.
The result was a drastic reduction in machining and set-up time as well as reducing tooling cost and waste. Final average cycle time was less than 3 hours per frame. These methods were phased in over an 18-month period with no loss of production time.
Please contact me (David) 07834 858 407 if you are interested in
- Turnkey Project.
- CNC Programmer Training On or Offsite.
- CNC Machine Training.
- Edgecam Training