Surface Finish CNC Turning
Category : Beginners
CNC Turning Surface Finish
Ever wondered what feed rate is best to give you a particular CNC Turning surface finish? Or do you just guess?
Well look no further. From now on you’ll be able to work out what feed-rate will give you the surface finish you require when CNC Turning.
Oh and there’s a formula where you can work out what surface finish you’re going to achieve without a fortune teller.

We are going to use um Ra.
The um stands for microns.
The Ra stands for roughness average.
Here is a full explanation if you really want to know.

You can buy a flat block like the one above which you can use as a comparison to see what surface finish you’re getting.
The section above is for CNC Turning surface finishes.
So you can already see that 12.5 is like a plowed field and .4 is like a babies arse (as my father used to say) .
So if you’re fixing a fence post then 12.5 might be OK.
Surface Finish The Dreaded Formula

First of all what feed rate would you need to obtain a certain CNC Turning surface finish.

Now what if you’re already machining the part. That means you know the feed rate. What surface finish will you get?

So………….
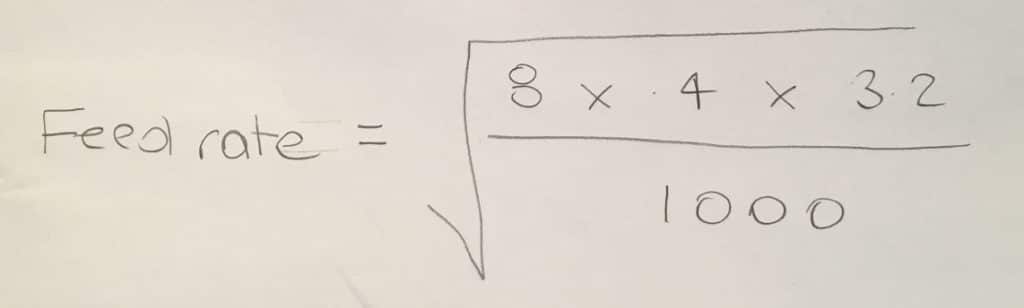
Our tip radius is .8mm

We want to achieve a 3.2 um Ra CNC Turning surface finish
So here’s the formula.
Let’s do this bit first.
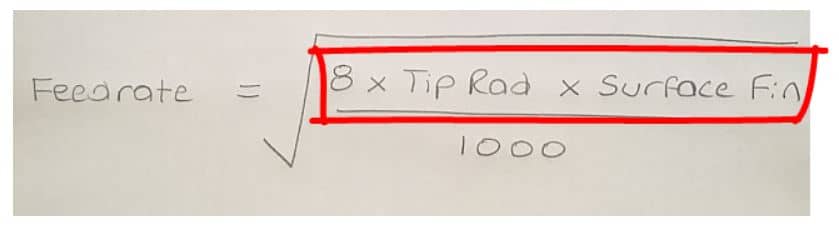
8 x .8 x 3.2 = 20.48
Now let’s divide it by 1000
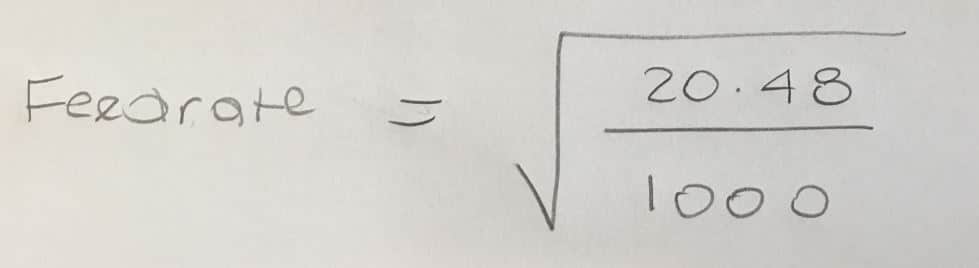
20.48 / 1000 = .02048
Now lets square root the answer.

Square root of .02048 = .143
So the feed-rate you need is F.143

OK… You Came Back. You Ready to Carry On?
Anyway let’s see how you do it backwards.
So imagine you had been turning these imaginary bits with a .8mm radius insert at a feed-rate of .143 (F.143)
First of all square the feed rate .143 x .143 = .020449

Now do the bottom bit 8 x .8 = 6.4

Now divide the top by the bottom.
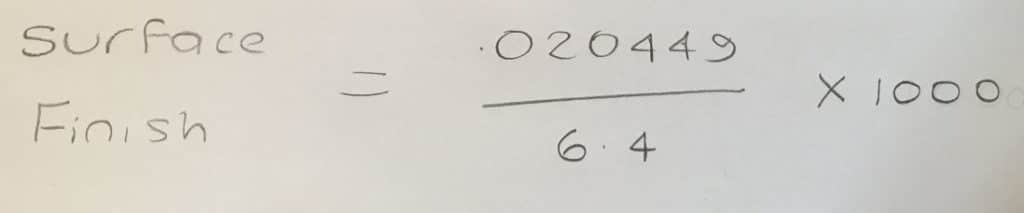
.020449 / 6.4 = 0.00319515625
Then simply multiply this by 1000
0.00319515625 x 1000 =3.19515625 (3.2)
That’s 3.2 to you
It worked backwards!!! Phew what a relief.
Surface Finish, Now Let’s Think About This
So to get a 3.2 finish with a .8 tip radius you would need a feed rate of .14
Now let’s do the same calculation with a .4 radius tip.
So did you work it out?
Here’s one I prepared earlier.
The answer is .101
And if you can be bothered to work it out with a 1.2 radius tip.
The answer is .175
.4 = .101
.8 = .143
1.2 = .175
Interesting
So as the tip radius gets bigger you get to increase the feed rate!
Thanks for watching and reading
If you have been affected by any of the issues in this post or need CNC Counselling then contact me.
Oh yea we do CNC Training too not to mention Classroom Training.
Or call us
If you want to learn to program CNC Milling Machines
Look no further Contact CNC Training Centre
5 Comments
Jeevan manikanta
April 21, 2022 at 7:52 amhi
what is the RPM we can use for 0.8 radius corner with feed of 0.15 to achieve the 3.2 Ra
Ankit Sharma
May 24, 2022 at 4:30 amum is not micromilimetres it is micro metres or simply microns. Please correct
David
May 30, 2022 at 9:58 pmThank you
RANJIT SINGH SODHI
December 5, 2024 at 5:46 amHELLO
WHAT WILL BE RPM TO ACHIVE 3 MICON SURFACE FININS WITH 0.8 NOSE READIUS INSERT. FEED IS 0.138.
PLESE REVERT TO IN**@****CO.IN
David
January 30, 2025 at 10:02 amThe RPM or surface speed will be dependant on the type of material. The slower the feed the better the surface finish. Also experiment with the ammount of finishing cut. Check on the website of the insert manufacturer for best data to use.
Thanks for reading my article.